Operation, Controls and settings – Lincoln Electric IM10018 IDEALARC DC-600 VRD User Manual
Page 18
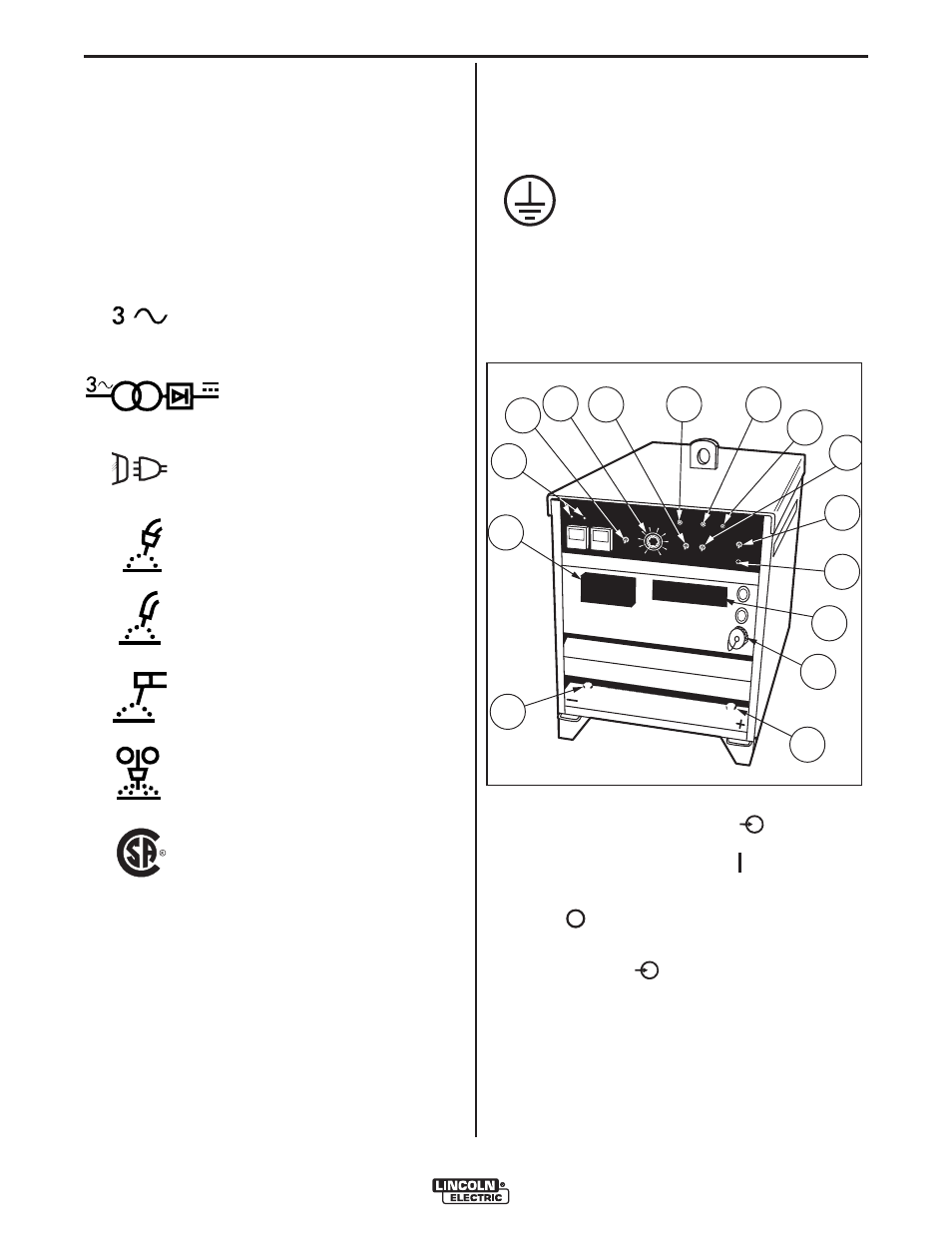
CONTROLS AND SETTINGS
All operator controls and adjustments are located on
the Case Front Assembly of the IDEALARC
®
DC-600
VRD. See Figure B.1 for the location of each control.
FIGURE B.1 - CONTROL PANEL KEYS
1
2
3
4
5
6
7
8
9
10
DC-600 VRD
13
12
7
5
11
2
1
4
9
8
6
3
10
15
14
B-4
OPERATION
IDEALARC
®
DC-600 VRD
B-4
3 Phase transformer with rectified
DC output
Line Connection
Three Phase Input Power
Designates welder complies with
National Electrical Manufacturers
Association requirements EW 1
Class I with 100% duty cycle at
600Amps output.
Designates welder complies with
both Underwriters Laboratories (UL)
standards and Canadian Standards
Association (CSA) standards. (60
Hertz Models)
Gas Metal Arc Welding (GMAW)
Flux Cored Arc Welding (FCAW)
MEANING OF GRAPHICAL
SYMBOLS ON RATING PLATE
(LOCATED ON CASE BACK)
NEMA EW 1 (100%)
Shielded Metal Arc Welding (SMAW)
Submerged Arc Welding (SAW)
MEANING OF GRAPHICAL
SYMBOL FOR GROUND CON-
NECTION
Signifies the equipment connection
point for the protective earth ground
NRTL/C
1. Input POWER ON/OFF Switch
This toggle switch turns the machine on or off.
Putting the switch in the ON “ ” position ener-
gizes the machineʼs input contactor applying input
power to the machine. Switching the switch to the
OFF “ ” position de-energizes the input con-
tactor.
2. POWER Light
When the POWER switch is in the ON position the
machineʼs white POWER light will illuminate. If the
input contactor de-energizes the machine in an
abnormal situation the pilot light will turn off. In this
situation it may be necessary to reset the machine
by switching the POWER switch to the OFF and
then to the ON position. (See Overload,
Overcurrent, and Fault Protection Section)