Maintenance, Warning – Lincoln Electric IM10059 SQUARE WAVE TIG 175 User Manual
Page 18
D-1
MAINTENANCE
D-1
SQUARE WAVE™ TIG 175
ELECTRIC SHOCK can kill.
• Only qualified personnel should
perform this maintenance.
• Turn the input power OFF at the
disconnect switch or fuse box
before working on this
equipment.
• Do not touch electrically hot
parts.
To avoid receiving a high frequency shock, keep the
TIG torch and cables in good condition.
1.
Disconnect power supply lines to machine before
performing periodic maintenance.
2.
Periodically clean the inside of the machine with a
low pressure air system. Be sure to clean the
following components thoroughly.
• Main Transformer
• Electrode/Gas Output Receptacle
• Polarity Switch
• Rectifier Assembly
• Arc Starter/Spark Gap Assembly
• PC Boards
• Fan Blades
3.
Inspect welder output and control cables for
fraying, cuts, and bare spots.
4.
Keep TIG torch and cables in good condition.
5.
Clean air louvers or brickwork to ensure proper air
flow and cooling.
6.
The fan motor has sealed ball bearings which
require no maintenance.
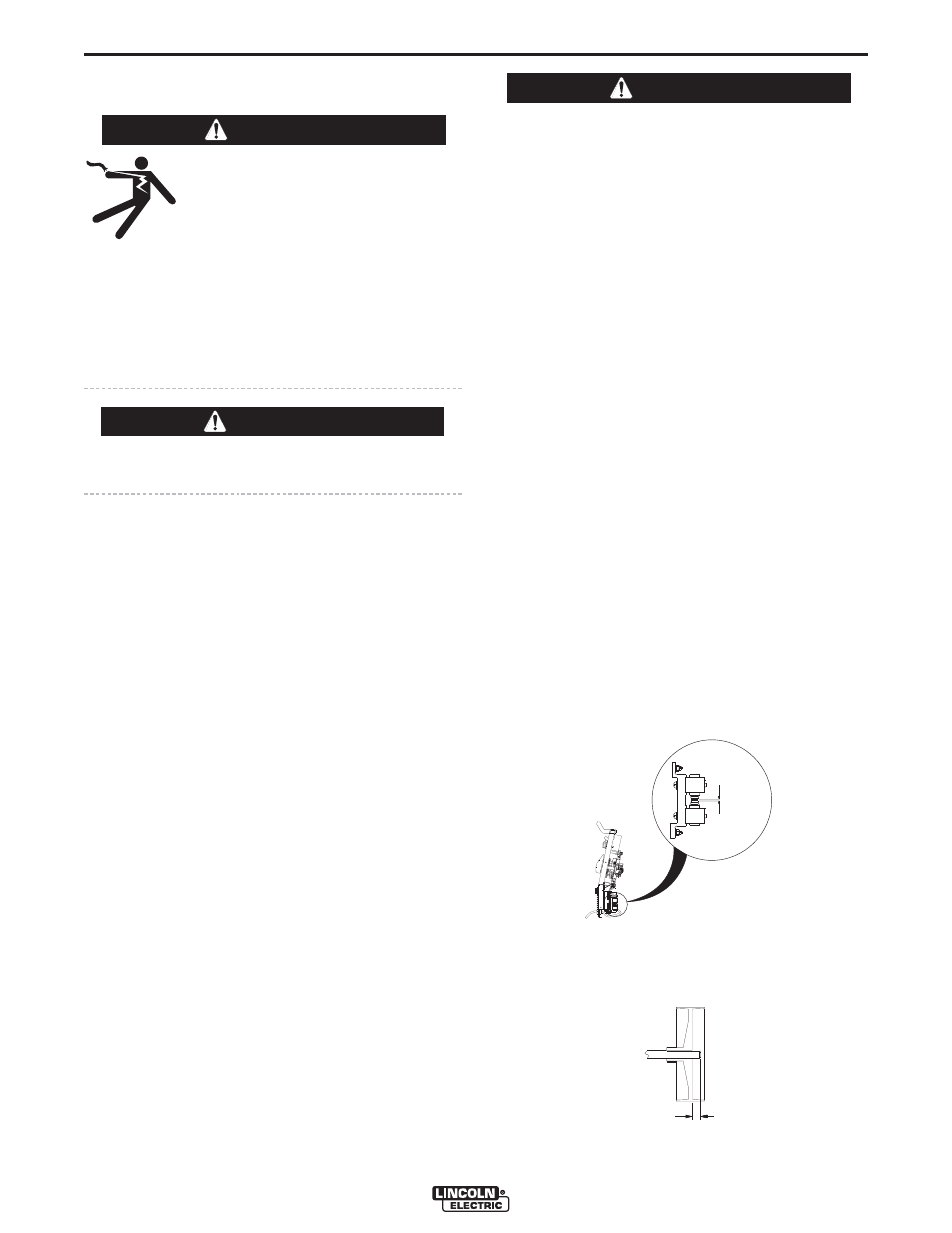
7.
SPARK GAP ADJUSTMENT
The spark gap is set at the factory to a gap of
0.015 inches (0.4mm) See Figure C.1. This setting
is adequate for most applications. Where less high
frequency is desired, the setting can be reduced to
0.008 inches (0.2mm).
SAFETY PRECAUTIONS
ROUTINE AND PERIODIC MAINTENANCE
WARNING
WARNING
Use extreme caution when working with circuit of the high
frequency. The high voltages developed can be lethal. Turn
the input power off using the disconnect switch or fuse box
before working inside machine. This is particularly impor-
tant when working on the secondary circuit of the high volt-
age transformer (T3) because the output voltage is danger-
ously high.
Refer to figure C.1. Note in highly dirty environments where
there is an abundance of conductive contaminants, use a low
pressure air stream or a firm piece of paper to clean the spark
gap. Do not disturb the factory setting.
To check the spark gap:
- Turn off input power as specified above.
- Remove the (wraparound Code 11691) or (right case side
Code 11826) from the machine, the spark gap is located
on the lower right side.
- Check the spark gap with a feeler gauge.
If adjustment is needed:
- Adjust the gap by loosening the allen head screw in one of
the aluminum blocks, and tighten the screw in the new
position.
If the gap is correct:
- Replace the (wraparound Code 11691) or (right case side
Code 11826).
8.
Inspect gas hose and inlet fitting for cracks or leaks.
9.
Replace any unreadable labels or decals.
10. Verify that the machine and welding circuit is properly
grounded.
.015 Spark Gap
RIGHT SIDE OF MACHINE
FIGURE C.1 SPARK GAP
FAN MOTOR OR FAN BLADE REPLACEMENT
When installing a new fan blade or fan motor be sure
to maintain proper shaft spacing per Figure C.2 below.
.30
Figure C.2
WARNING