FEC AFC1200 User Manual
Page 16
)(& ,QF
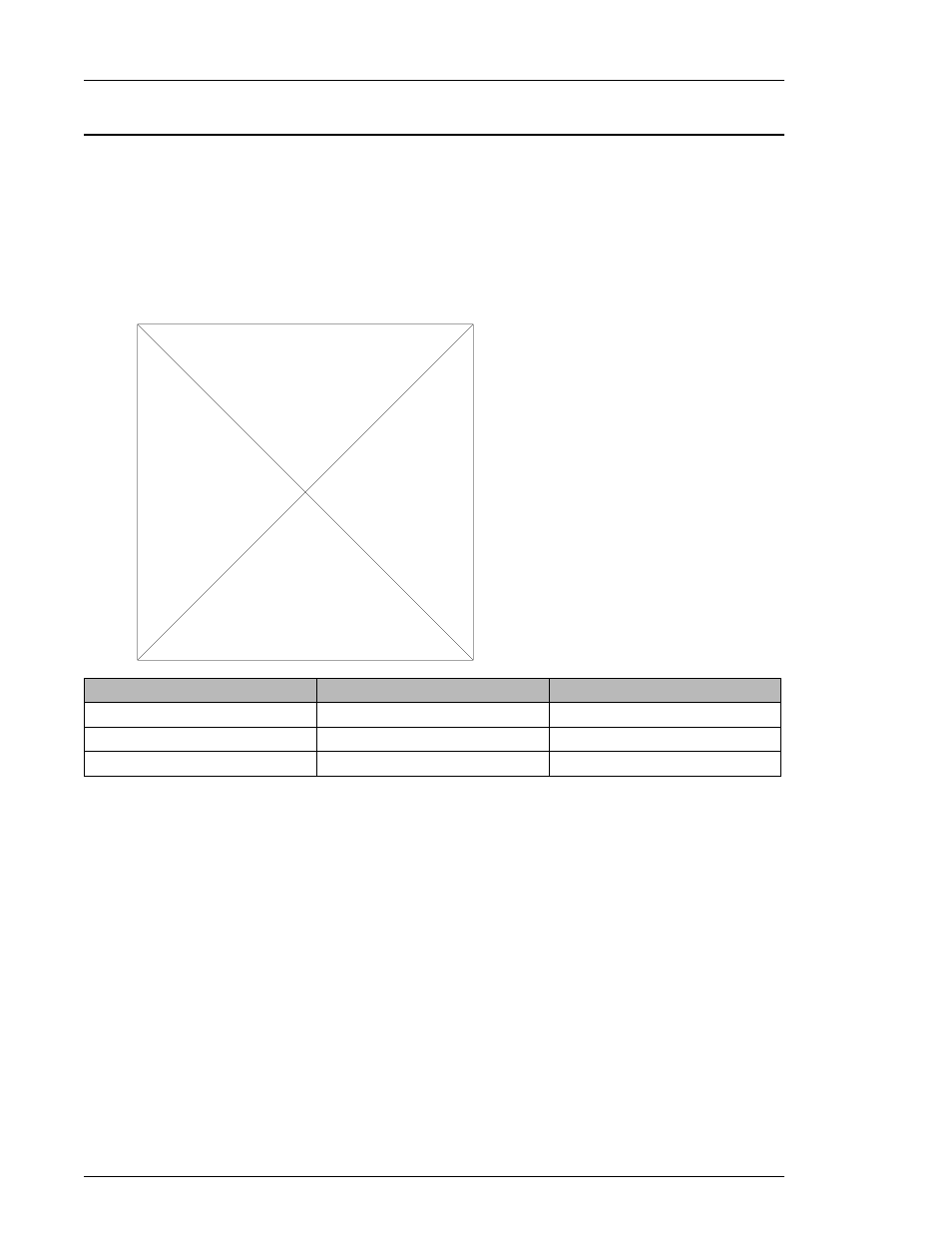
6.2.3 Point-to-Point Torque Rate Monitoring
The AFC1200 System is capable of performing three (3) independent torque rate calculations
using two (2) different procedures for calculating the rate value. The first of these procedures
is the Point-to-Point method. This method performs the calculation based upon completing a
step of the process and then calculating the rate for the full duration of that step. Each
Torque Rate is calculated by dividing the change in torque during the specific period by the
change in angle.
Example:
FASTENING END
CROSSOVER RATE 2
3RD TORQUE RATE
CROSSOVER RATE 2
1st TORQUE/ANGLE
2ND TORQUE RATE
1st TORQUE/ANGLE
THRESHOLD 1
1ST TORQUE RATE
STOP POINT
START POINT
STAGE
If no judgment is desired for any or all stages, the high and low limit values should be deleted
from the PARAMETER SET screen by first selecting the item, then depressing the DEL key
on the keyboard. Upon completion of the fastening process, the data for each stage will be
displayed and output as the 1st, 2nd or 3rd RATE HIGH value, respectively. The 1st, 2nd and
3rd RATE LOW values have no meaning when using the Point-to-Point monitoring method.
For all control operations, the High and Low Torque Rate limits are set by determining the
acceptable limits from a study of known good and bad assemblies.
Chapter 6: Fastening Instructions
Page 6-16