Assembly prior to reassembly – DE-STA-CO 662P User Manual
Page 6
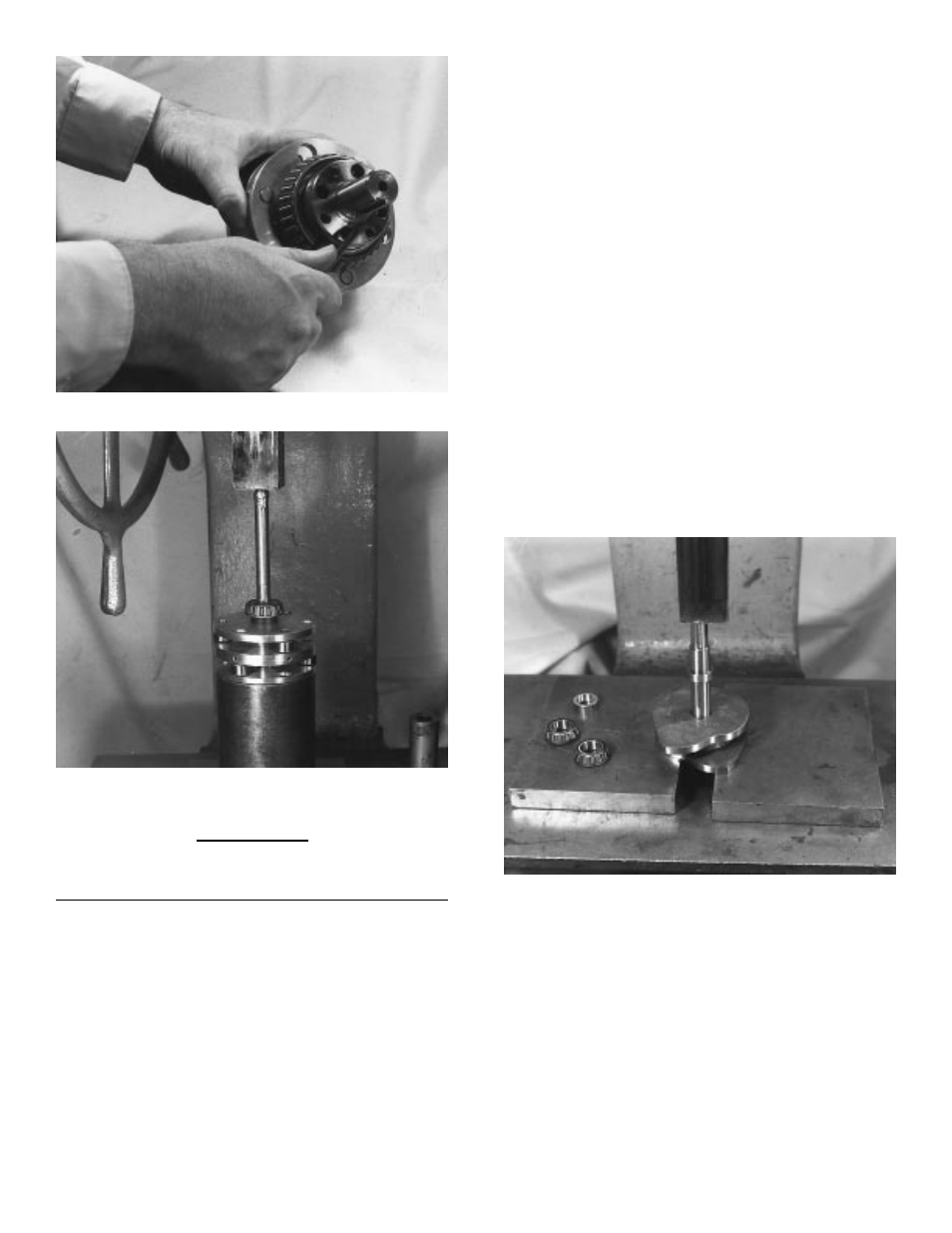
Fig.6 Removing follower wheel fasteners.
B. Use arbor to press follower wheel onto
shaft. Be sure the fastener and dowel holes
line up. Coat shaft and bore with anti-seize
lubrication proir to pressing. If a heat gun is
available it is recommended the bore of the
follower wheel be heated prior to pressing.
C. Tighten socket head capscrews.
D. Reinstall output shaft spacers removed
during disassembly.
E. Use arbor to press bearing cones onto
shaft. Coat shaft and bearing bore with anti-
seize lubricant prior to pressing. If a heat
gun is available it is recommended the bore
of the bearing be heated prior to pressing.
2. INSTALLING CAMS
A. Use arbor to press cams onto shaft. Be sure
the fastener and dowel holes or key and
keyway line up. Apply anti-seize lubricant to
the cam bore and shaft prior to pressing. If a
heat gun is available it is recommended the
bore of the cams be heated prior to
pressing.
Fig.7.1 Pressing out shaft.
ASSEMBLY
PRIOR TO REASSEMBLY
Clean and deburr all parts before reassembly.
Follow tightening torque and Loc-tite
™
recommendations as outlined in the General
Service Manual.
1. INSTALLING FOLLOWER WHEEL
A. Install dowels in the back side of the flange
portion of the output shaft (to match up with
the precision holes in the follower wheel
during assembly).
Fig.7.2 Pressing in shaft (250P)
B. Loosely tighten cam mounting screws but
do not drive in dowel pins. This note does
not apply to the 250P OR 387P since they
are one piece cams fastened to the shaft
with keys.
C. Reinstall input shaft spacers removed
during disassembly.
D. Use arbor to press bearing cones onto
shaft. Coat shaft and bearing bore with anti-
seize lubricant proir to pressing. If a heat
gun is available it is recommended the bore
of the bearing be heated prior to pressing.
5