Gorman-Rupp Pumps 612L20B-B 806819 and up User Manual
Page 28
OM-01919
60 SERIES
MAINTENANCE & REPAIR
PAGE E - 9
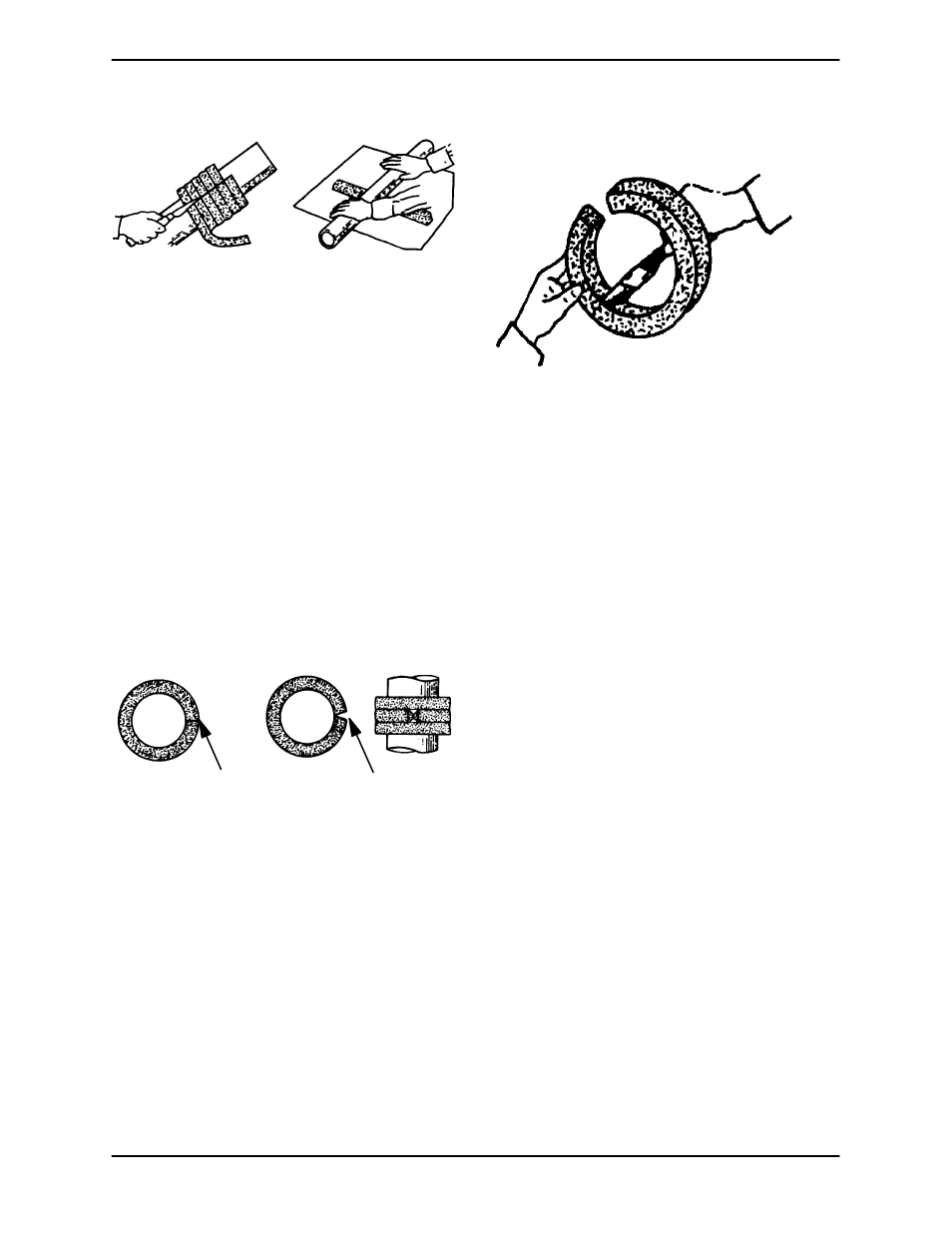
Step 1: Determine how much bulk packing will be
required to fill the packing cavity, and wrap
it around a rod of the same diameter as the
shaft. With the packing wrapped around
the rod, cut through each turn as shown.
If the cut rings are too thick and will not fit in
the packing cavity, place each turn on a
clean newspaper and use a length of pipe,
as you would a rolling pin, to roll the ring
until the thickness has been reduced.
Never attempt to flatten a packing ring
with a hammer.
Right
Wrong
Step 2: It is critical that the ends of the cut packing
rings meet in a tight parallel fit to ensure
proper sealing. Check this fit; it should be
correct if the packing was cut while
wrapped around a rod, but if the packing
was cut while laid out straight, the ends will
meet at an angle. Never install a packing
ring with an angled gap; pressure on adja
cent packing rings will cause them to work
into the gap and prevent the angled ring
from closing properly around the shaft.
Some channel‐type packing with a lead
core may require a slight gap between
packing ring ends to allow for expansion.
Consult the packing manufacturer's instal
lation instructions and follow his recom
mendations.
Step 3: Lubricate all metallic packings (foil type,
lead core, etc.) with the lubricant recom
mended by the packing manufacturer. In
general, swabbing the inside diameter of
this type of packing with SAE No. 30 non‐
detergent oil provides sufficient lubrica
tion.
Dip the new packing rings in SAE No. 30 non‐de
tergent oil before installation. Push each packing
ring into the seal plate and compress it using a mal
let and blunt ended sleeve the same diameter as
the split gland. Each successive layer must be
compressed and rotated by 90
_ to prevent exces
sive leakage. Add enough packing to fill the seal
plate to within 3/8 inch of the end.
Install the split packing gland (35) in the seal plate.
Install the gland clips (34) and secure the packing
gland to the seal plate with the hardware (28 and
29). Draw up the deform lock nuts evenly until
snug, then back the nuts off until they just hold the
packing glands in position.
Remove the dowel from the seal plate bore.
Position the assembled seal plate, packing and
split packing gland on the impeller shaft and push
it on until the seal plate seats against the pedestal.
Align the holes in the seal plate and pedestal, and
secure the seal plate to the pedestal with the ma
chine screws (12).
Tighten the deform lock nuts evenly and check
shaft rotation. The shaft should rotate easily by
hand. Do not over‐tighten the lock nuts.