Guidelines for standpipe construction – VEGA VEGAPULS 51K…54K Profibus PA User Manual
Page 22
22
VEGAPULS 51P … 54P
24890-EN-041227
Mounting and installation
Guidelines for standpipe construction
0 %
~45˚
51,2
0,0...0,4
1,5...2
2,9
0,0...0,4
150...500
5...10
2,9...6
100 %
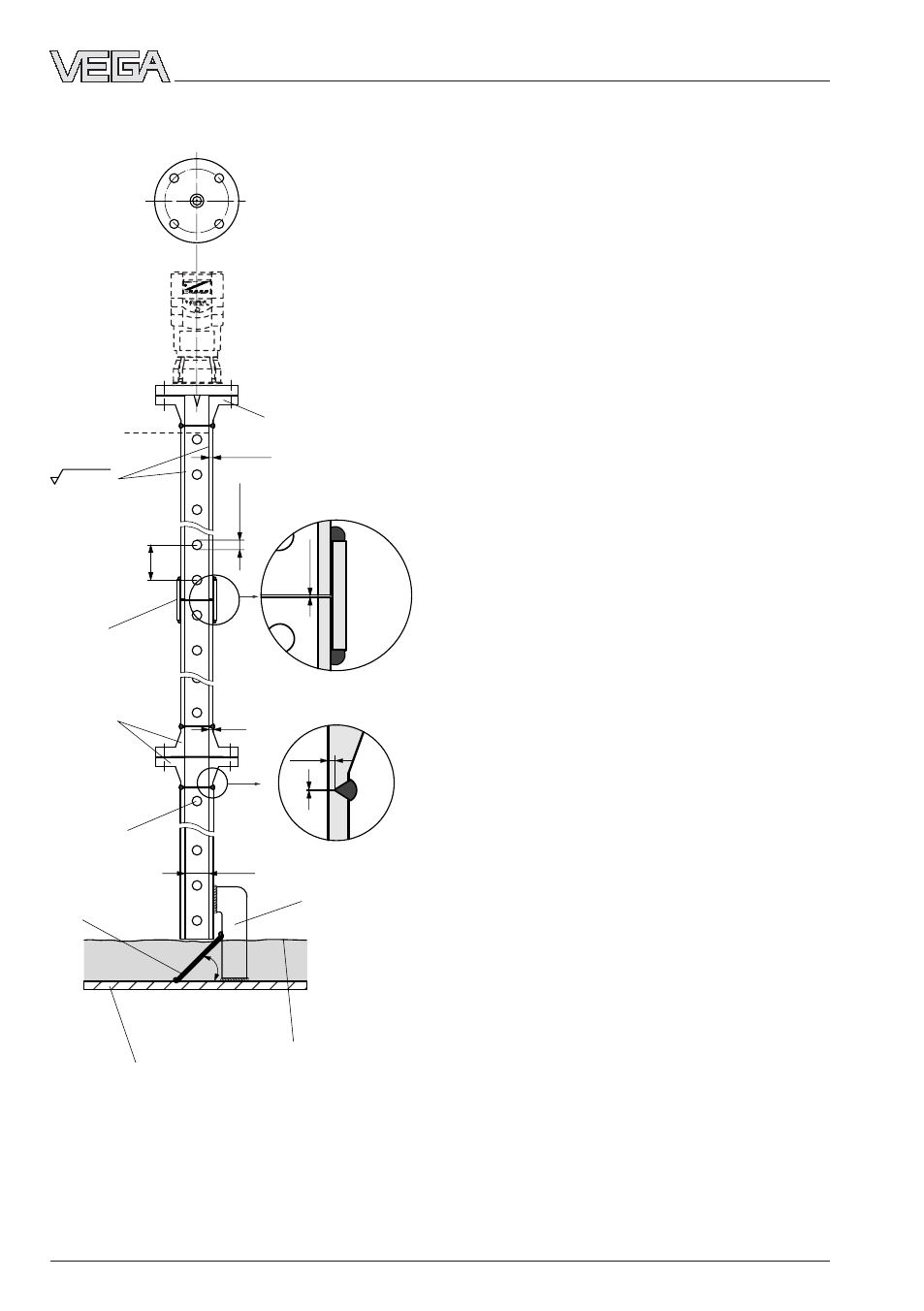
VEGAPULS 54
Flange DN 50
Welding neck flange
Connecting
sleeve
Welding neck
flanges
Welding of the connect-
ing sleeves
Welding of the welding
neck flange
Meas. pipe fastening
Vessel bottom
Deflector
Min. product level to be
measured (0 %)
Rz
≤ 30
Deburr the
holes
Radar sensors for measurement on surge or
bypass tubes are used with flange sizes
DN 50, DN 80, DN 100 and DN 150, whereby
the best results are achieved with 80 mm
tubes. The radar sensors with a DN 50 flange
only form a functioning measuring system in
conjunction with a measuring tube.
On the left you see the constructional fea-
tures of a measuring pipe (surge or bypass
tube) as exemplified by a radar sensor with a
DN 50 flange.
The measuring pipe must be smooth inside
(average roughness Rz
≤ 30). Use stainless
steel tubing (drawn or welded lengthwise) for
construction of the measuring pipe. Extend
the measuring pipe to the required length
with weld-on flanges or with connecting
sleeves. Make sure that no shoulders or
projections are created during welding. Be-
fore welding, join pipe and flange with their
inner surfaces flush and exactly fitting.
Avoid welding through the pipe wall. The pipe
must remain smooth inside. Roughness or
welding beads on the inner surfaces must be
carefully removed and burnished, as they
cause false echoes and encourage product
adhesion.
In the following illustration you see the con-
structional features of a measuring pipe as
exemplified by a radar sensor with a DN 100
flange.
Radar sensors with flanges DN 80,
DN 100 and DN 150 are equipped with a
horn antenna. With these sensors, a plain
welded flange can also be used on the sen-
sor end instead of a welding neck flange.