Refrigerant piping, Pipe forming/end positioning – Toshiba R410A User Manual
Page 11
11
4
REFRIGERANT PIPING
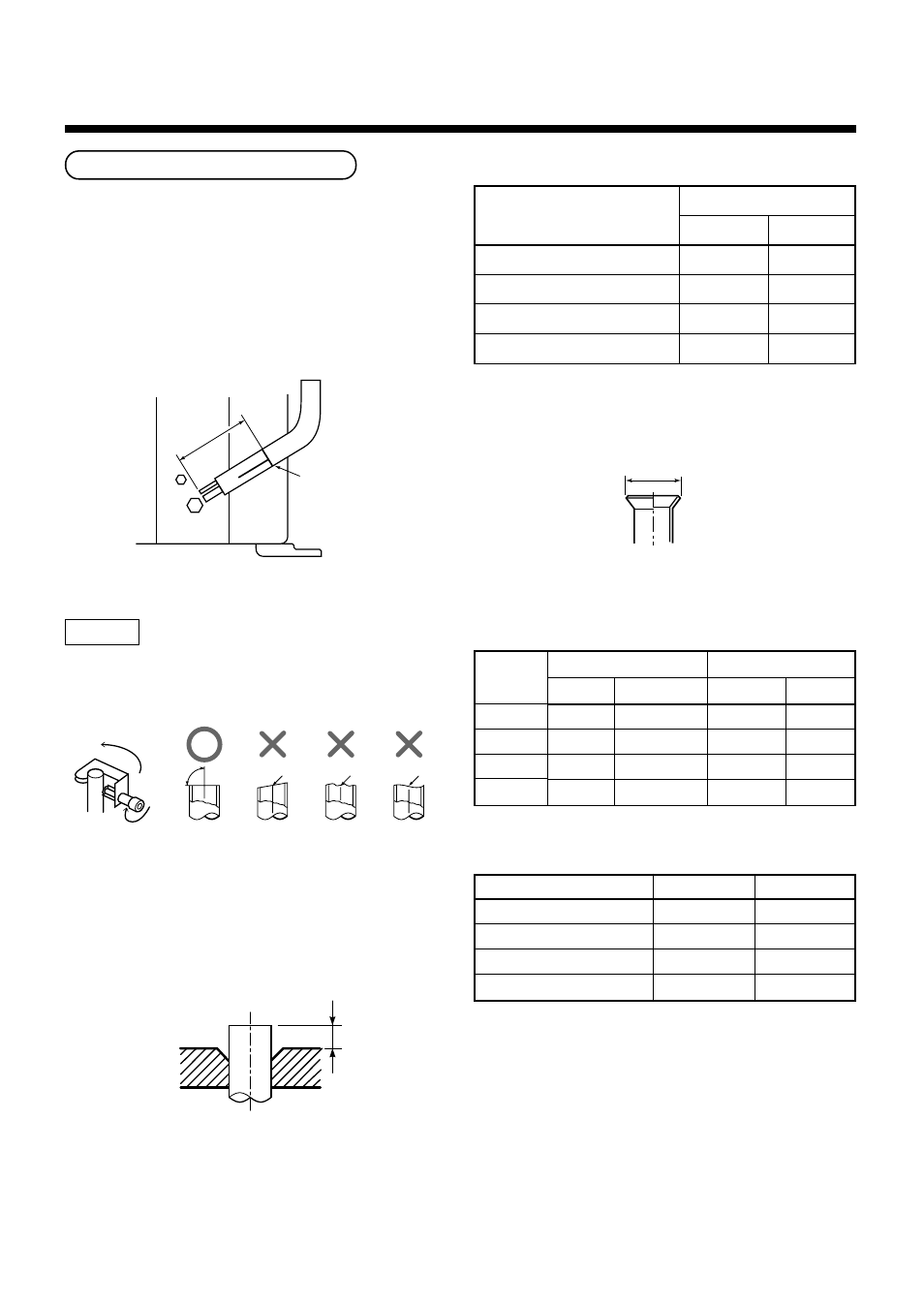
85mm
Marked line
90˚
Obliquity
Roughness
Warp
B
A
Pipe Forming/End Positioning
• Forming of pipe
Form the pipe along with a marked line of the cabinet.
• End positioning of pipe
Match the ends of both pipes at a distance of
85 mm apart from the marked line.
Flaring
1. Cut the pipe with a pipe cutter.
2. Insert a flare nut into the pipe, and flare the pipe.
As the flaring sizes of R410A differ from those of
refrigerant R22, the flare tools newly manufactured
for R410A are recommended.
However, the conventional tools can be used by
adjusting projection margin of the copper
pipe.
• Flaring size : A (Unit : mm)
* In case of flaring for R410A with the conventional
flare tool, pull it out approx. 0.5 mm more than that of
R22 to adjust to the specified flare size. The copper
pipe gauge is useful for adjusting projection margin
size.
• Projection margin in flaring : B (Unit : mm)
Rigid (Clutch type)
Imperial (Wing nut type)
A
R410A
R22
9.1
9.0
13.2
13.0
16.6
16.2
19.7
19.4
+0
- 0.4
Outer diam. of copper pipe
6.35
9.52
12.7
15.9
Outer diam.
of copper
pipe
6.35
9.52
12.7
15.9
R410A tool used
R410A
R22
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
Conventional tool used
R410A
R22
1.0 to 1.5
0.5 to 1.0
1.0 to 1.5
0.5 to 1.0
1.0 to 1.5
0.5 to 1.0
1.0 to 1.5
0.5 to 1.0
Outer diam. of copper pipe
6.35
9.52
12.7
15.9
R410A
R22
1.5 to 2.0
1.0 to 1.5
1.5 to 2.0
1.0 to 1.5
2.0 to 2.5
1.5 to 2.0
2.0 to 2.5
1.5 to 2.0