Maintenance, Operations, Basic operation – Powermatic DDS-237 User Manual
Page 15: Stock feeding angle
15
Maintenance
Note: See also Maintenance Checklist on
page 18.
For best results, perform the following proced-
ures on a routine basis:
Grease the four leadscrews on the table.
Lubricate the bushings at each end of the
pressure rollers. Use a dry type lubricant for
this, such as graphite or silicone that will not
attract dust.
Keep the chain below the table clean and
oiled.
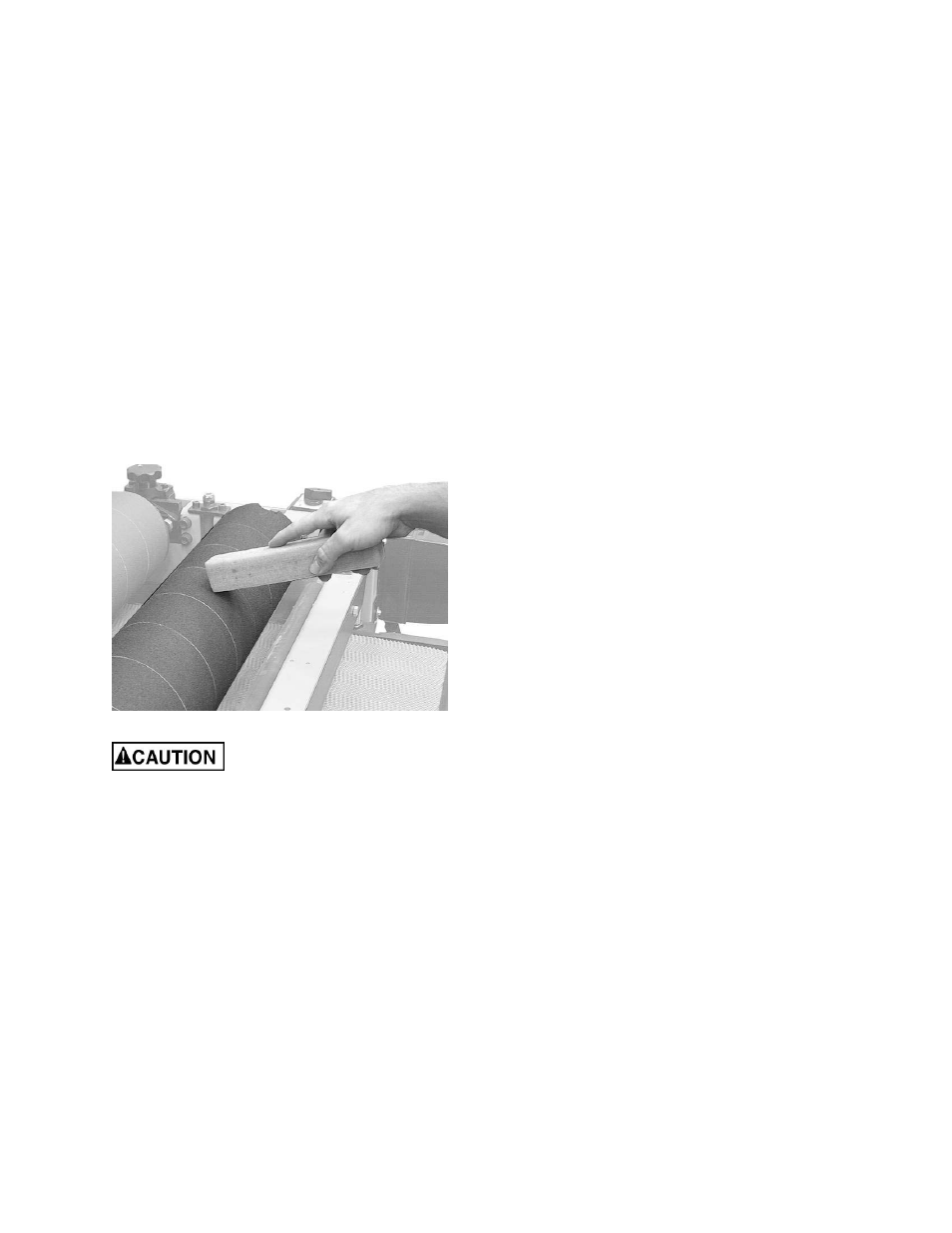
With the machine on and the drums rotating,
clean sawdust from the abrasive strips with
a cleaning stick (Fig. 19). This item is
available as an accessory (stock no.
57620025, JS-1 JET-Stick Belt Cleaner).
Figure 19
Always use eye protection
when performing sandpaper cleaning, and
take precautions to avoid any contact of
hands or clothing with uncovered drums.
After cleaning, use a shop brush to remove
any cleaning stick crumbs from the drums
before resuming sanding operations.
Blow dust from motors and switches.
Check screws, nuts, etc. for tightness.
Check the tension and condition of the belts;
dress with paraffin. (Do not get paraffin on
the abrasive belts.)
Check the oil level in the gearbox by
removing the oil plug on top, and add if
necessary. Use a good quality gear oil. After
every 2,500 hours, completely drain and
refill gearbox.
Operations
Basic Operation
The basic operating procedure for the DDS-225
is as follows:
1. Set depth of cut.
2. Start
drums.
3. Start conveyor and select feed rate.
4. Start dust collector system.
5. Feed stock through unit.
Determining depth of cut is one of the most
important procedures for the sander. It may take
some experimentation to determine the proper
depth of cut, given the variables of abrasive grit,
type of wood, and feed rate. For best results,
use scrap wood to practice sanding and to
develop skill and familiarity with the machine
before doing finish work.
A good rule of thumb when sanding with grits
finer than 80 is to lower the drum so it contacts
the workpiece but drum can still be rotated by
hand. When using grits coarser than 80 grit, you
can lower the drum slightly more. However, a
combination of several variables will determine
the proper depth of cut to use, including the
following:
Abrasive type and grit size.
Width of the piece being processed.
Hardness of the piece.
Feed rate of the conveyor belt.
Stock Feeding Angle
Some pieces, because of their dimensions, will
need to be fed into the machine at a 90º angle
(perpendicular to the drums). However, even a
slight offset angle of the stock will provide for
more effective stock removal. The optimum
feeding angle is about 60º (Fig. 20). Angling the
workpiece for stock removal provides other
advantages, such as less loading of certain
areas of the drums due to glue lines or mineral
streaks in the stock, more even wear of abrasive
strips, potentially faster feed rates, and lighter
loads on the motor.
Note, however, that to get the best final finish
the stock should be fed through the machine so
it will be sanded in line with the grain of the
wood on the final one or two passes.