8. conditions that affect weld bead shape, 9. electrode movement during welding – Miller Electric BLUE STAR 145 DX User Manual
Page 45
OM-4417 Page 41
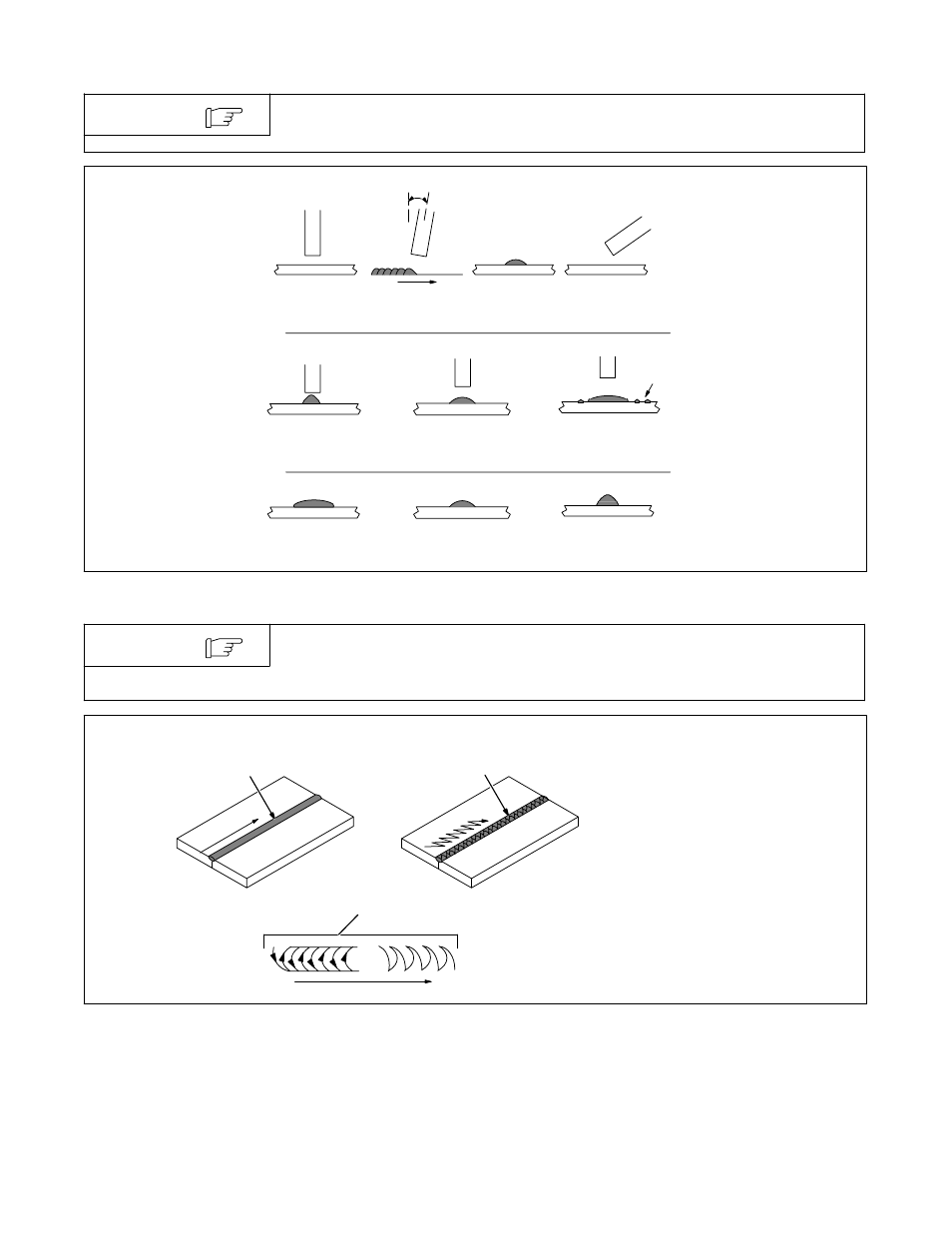
12-8. Conditions That Affect Weld Bead Shape
Weld bead shape is affected by electrode angle, arc length, travel speed, and
thickness of base metal.
NOTE
S-0061
ELECTRODE ANGLE
ARC LENGTH
TRAVEL SPEED
Slow
Normal
Fast
10
°
-
30
°
Drag
Too Short
Normal
Too Long
Spatter
Angle Too Small
Angle Too Large
Correct Angle
12-9. Electrode Movement During Welding
Normally, a single stringer bead is satisfactory for most narrow groove weld joints;
however, for wide groove weld joints or bridging across gaps, a weave bead or
multiple stringer beads work better.
NOTE
S-0054-A
1
Stringer Bead − Steady
Movement Along Seam
2
Weave Bead − Side to Side
Movement Along Seam
3
Weave Patterns
Use weave patterns to cover a wide
area in one pass of the electrode.
Do not let weave width exceed
2-1/2 times diameter of electrode.
1
2
3