Feed rate – Grizzly G0592 User Manual
Page 26
-24-
G0592 Metal Cutting Bandsaw
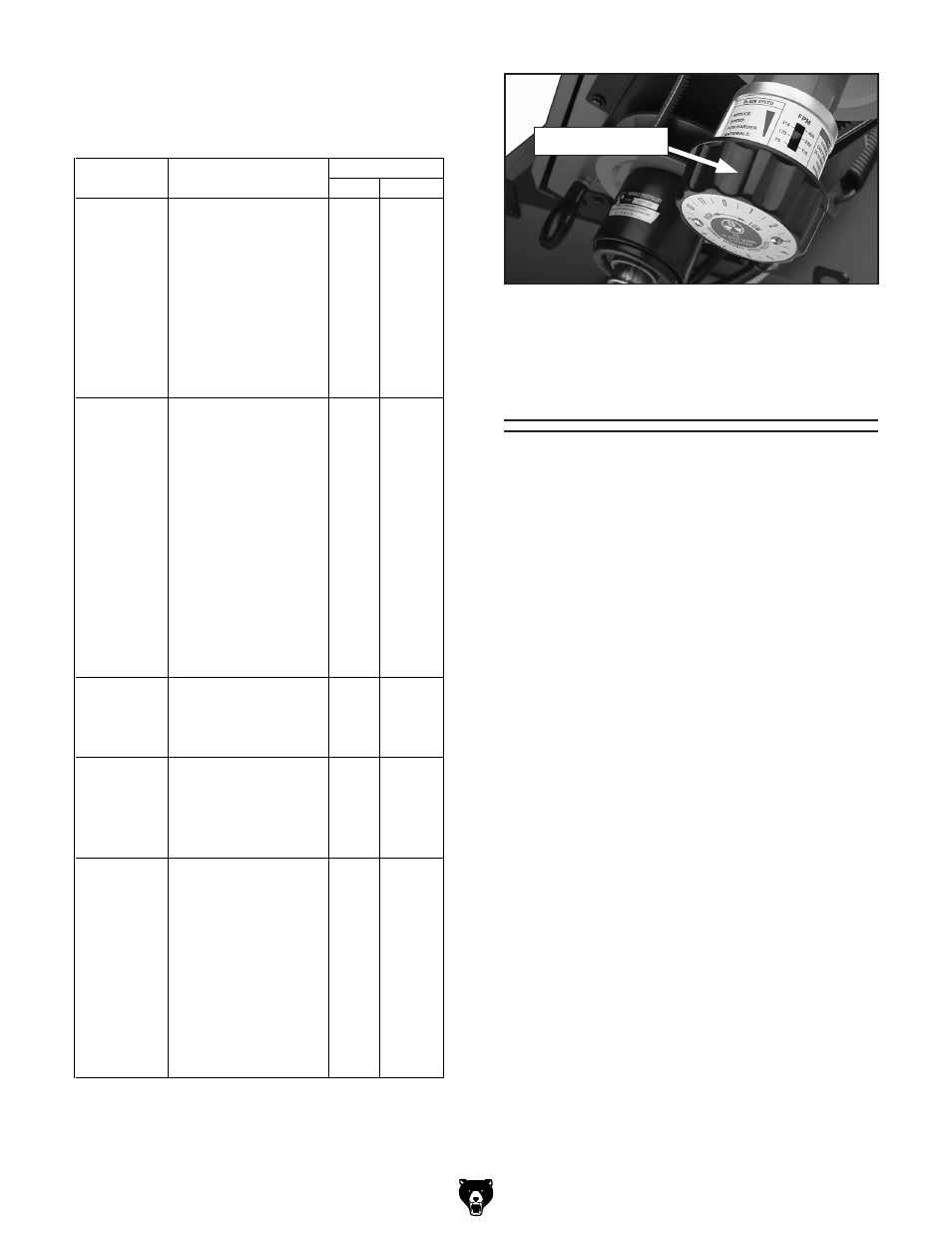
The table shown in
Figure 22 is a sampling of
speed rates for various materials. Use these as a
guideline.
The speed at which the saw blade will cut through
a workpiece is controlled by blade type, feed rate,
and feed pressure. The feed rate is controlled by
two knobs on the control panel.
Note: If a lubricant is used on the cut, the feed
rate can be increased by approximately 15%.
To set the feed rate:
1. Raise the bow to the highest position.
2. Set the Feed Rate Dial to the desired feed
rate. Range is from 1 being slowest, to 9
being fastest.
3. Turning the Feed Control Knob to the left to
lower the bow at the feed rate you have set.
Turning the knob to the right locks the bow in
position.
• If you get a tightly curled, warm shavings,
brown to black in color, you are using too
much downward pressure.
• Blue looking chips are from extreme heat
with a high band saw speed.
• Thin powder-like chips are from insuffi-
cient feed pressure. This will dull your blade
rapidly.
• The best cut and feed rate will give you
evenly shaped spiraled curls with very little
color change, if any at all.
Feed Rate
Figure 23. Feed rate dial (shown with guard
removed).
Feed Rate Dial
Material
Alloy ASTM Number
Ft/Min Mtrs/Min
Copper
173,932
314
96
Alloys
330,365
284
87
623,624
264
81
230,260,272
244
74
280,264,632,655
244
74
101,102,110,122,172
234
71
1751,182,220,510
234
71
625, 706, 715, 934
234
71
630
229
70
811
214
65
Carbon
1117
339
103
Steels
1137
289
88
1141,1144
279
85
1141 High Stress
279
85
1030
329
100
1008,1015,1020,1025
319
97
1035
309
94
1018,1021,1022
299
91
1026,1513
299
91
A36 (SHAPES),1040
269
82
1042,1541
249
76
1044,1045
219
67
1060
199
61
1095
184
56
Nickle
8615, 8620, 8622
239
73
Chrome
4340, E4340, 8630
219
67
Molybdenum 8640
199
61
Alloys
E9310
174
53
Tool Steels
A-6
199
61
A-2
179
55
A-10
159
49
D-2
90
27
H-11,H-12,H-13
189
58
Stainless
420
189
58
Steels
430
149
46
410,502
140
43
414
115
35
431
95
29
440C
80
24
304, 324
120
36
304L
115
35
347
110
33
316, 316L
100
30
416
189
58
Blade Speed
Figure 22. Material speed table.