4 troubleshooting, Troubleshooting, Thread turning – Sandvik Coromant Threading User Manual
Page 76
76
A
B
4. Troubleshooting
4. Troubleshooting
Careful observation of the insert/cutting edge after machining can
help to optimize results regarding tool life, thread quality and cut-
ting speed. Use this list of causes and solutions to different forms
of insert wear as a reference for successful threading.
Problem
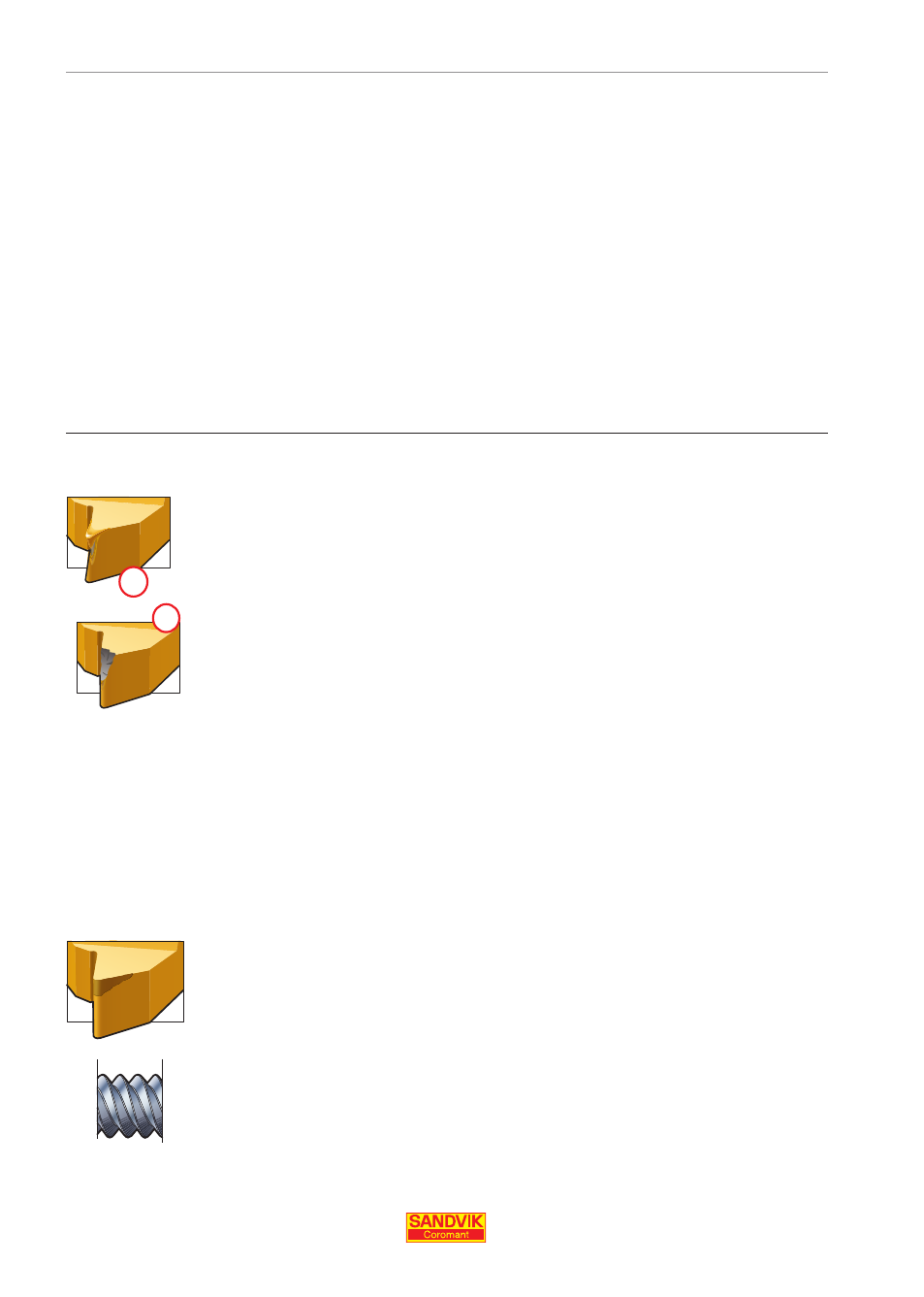
Plastic deformation
Cause
Solution
• Excessive temperature in cutting
zone
• Inadequate supply of coolant
• Wrong grade
Starts as plastic
deformation (A).
Leads to edge chip-
ping (B)
• Reduce the cutting speed, increase
the number of infeeds
• Reduce the largest infeed depth,
check the diameter before threading
• Improve coolant supply
• Choose a grade with better resis-
tance to plastic deformation
Rapid fl ank wear
•
Highly abrasive material
• Cutting speed too high
• Infeed depths too shallow
• Insert is above centre line
• Choose a more wear resistant grade
• Reduce cutting speed
• Reduce number of infeeds
• Adjust to correct centre height
Thread turning