Quality flexibility – Sandvik Coromant Threading User Manual
Page 12
12
2. Applications
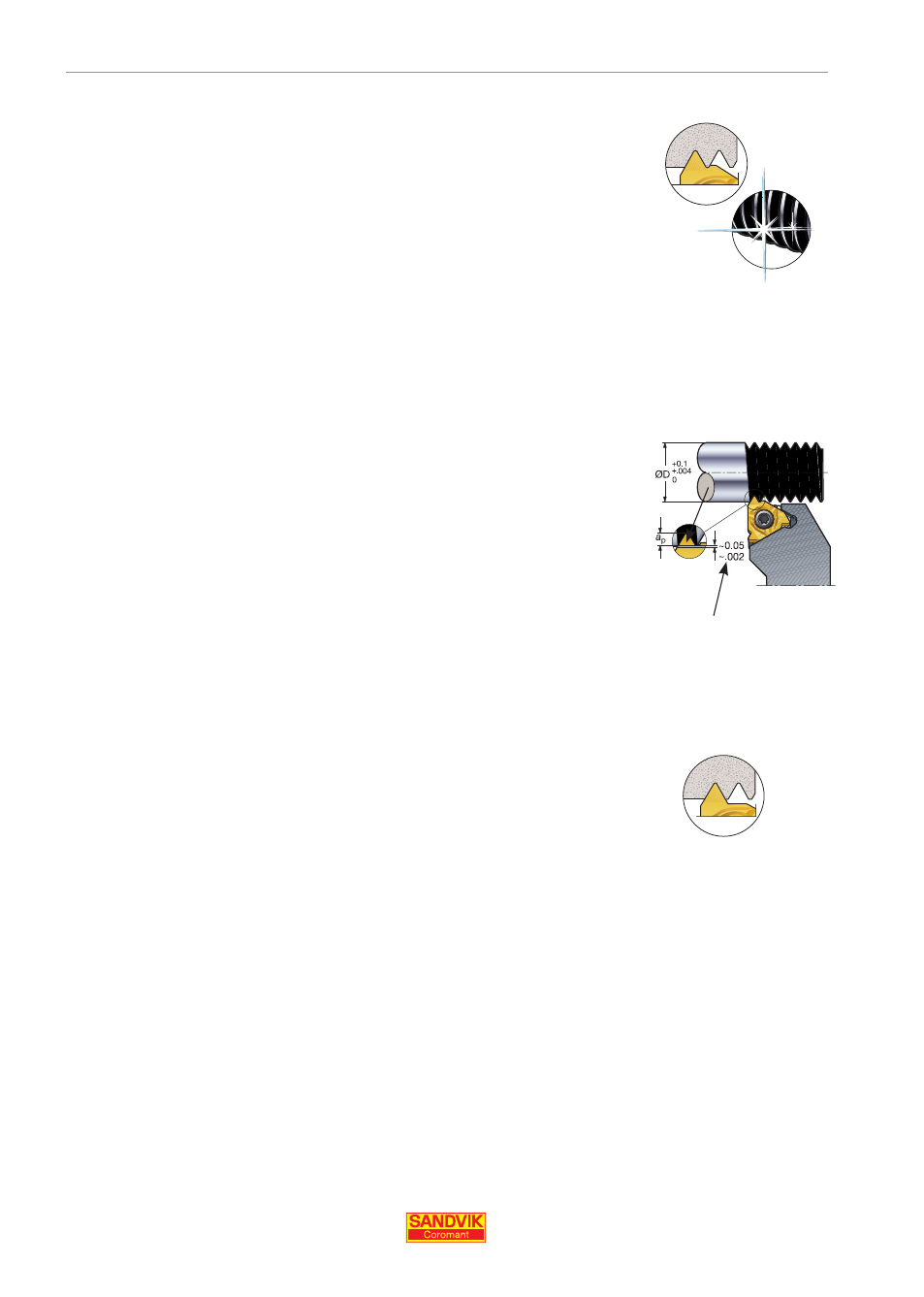
Full profi le inserts – fi rst choice for high quality
thread forms
The most common insert type, used to form a complete thread
profi le, including the crest.
• Ensures correct depth, bottom and top profi le for a stron-
ger thread
• Extra stock should be 0.03 – 0.07 mm (0.001 – 0.003”)
• No deburring required after threading operation
• Fewer passes required compared to a V-profi le insert, due
to the larger nose radius
• Separate insert required for each pitch and profi le
• Productive threading performance
Extra stock should be left on the workpiece for topping the fi nish
diameter of the thread.
V-profi le inserts – threading with minimum tool
inventory
These inserts do not top the thread crests. Therefore, the outer
diameter for screws and inner diameter for nuts must be turned to
the right diameter prior to threading.
• Same insert can be used for a range of pitches - provided
that the thread profi le angle (60° or 55°) is the same
• Fewer inserts needed in stock
• The nose radii is designed to offer the smallest pitch,
which reduces tool life
Quality
Flexibility
Extra stock