Drilling guide holes, Punching, Holes – Gardner Bender Hydraulic Knockout Sets User Manual
Page 2: Punching holes, Through 3, Pull rod pull stud
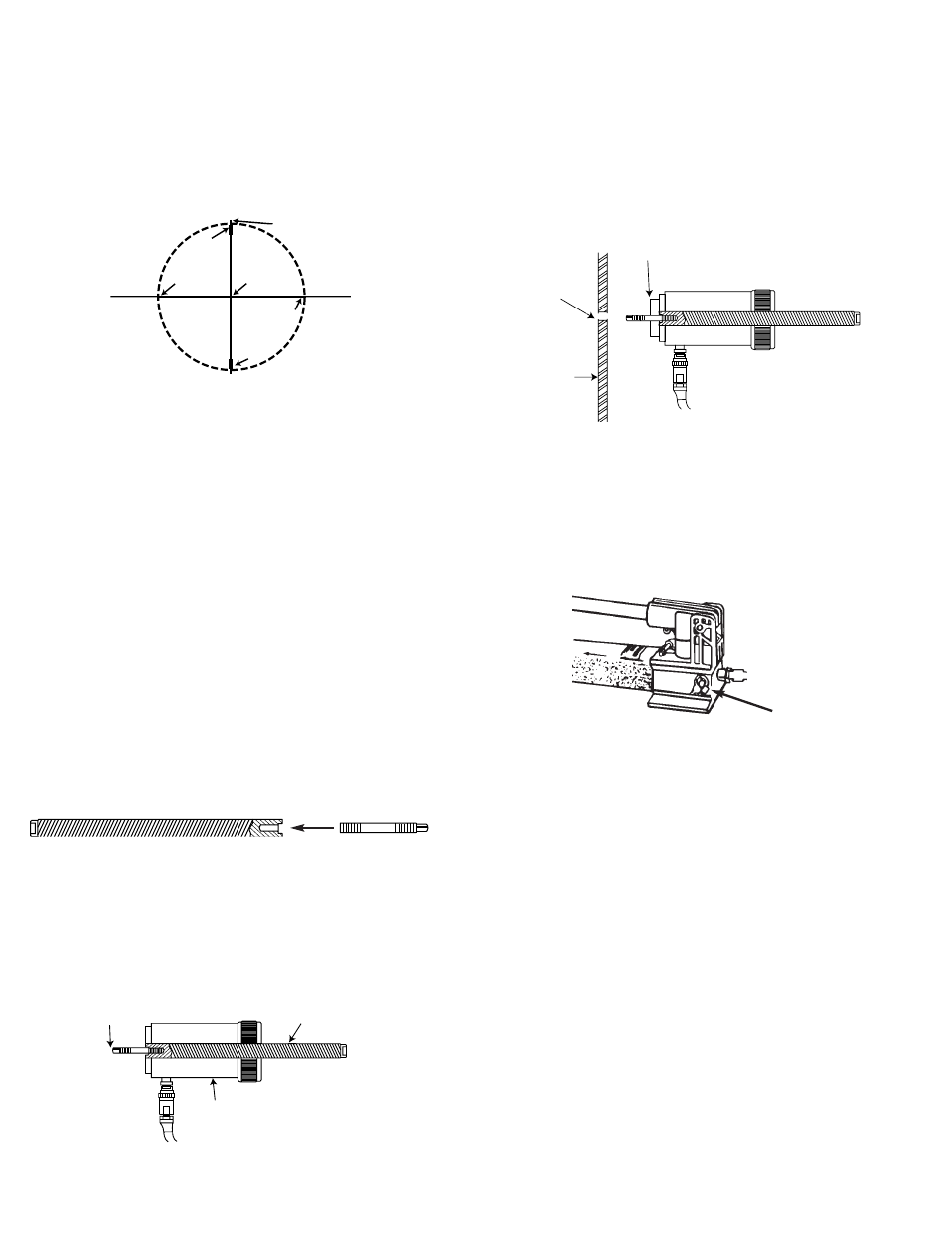
Lines on
die line up
with
cross lines
Center
Cross Lines
6" Long
Dotted line
indicates
knock-out
die
Pull Rod
Pull Stud
Drilling Guide Holes
1. Mark the center position; drill a
1
⁄
8
” pilot hole. Enlarge
the hole with a
7
⁄
16
” drill to provide pull rod clearance.
a. If working to close tolerances, mark the center
position by scribing cross lines shown in figure 1.
b. When assembling the punch to the pull rod, align
the cross marks with the four marks on the outer
die surface.
NOTE: If pre-punched knockouts are already in the
desired location, drilling a guide hole is not required.
2. For larger holes
3
⁄
4
” to 3”, the
1
⁄
2
” punch is used to
make the guide hole.
Punching
1
⁄
2
" Holes
1. Thread the pull stud into the pull rod end until firmly
seated. (Figure 2)
NOTE: The pull stud is only used with the
1
⁄
2
” punch.
The
1
⁄
2
” punch is used to make guide holes for larger
punch sizes.
2. Attach the pull rod to the cylinder by inserting the pull
stud into the plunger opening and threading until the
pull stud extends beyond the coupler end of the
cylinder. (Figure 3)
Figure 2
Figure 3
3. Attach the hydraulic hose to the hand pump and to
the hydraulic cylinder.
4. Slide the
1
⁄
2
” die over the pull stud, flat side toward
the cylinder.
5. Insert the pull stud through the guide hole (Figure 4).
Attach the
1
⁄
2
” punch to the pull stud. Turn the punch
until it is completely threaded onto the pull stud.
6 Close the pump release valve by turning it clockwise
(Figure 5). Holding the punch set in position, work the
pump handle until the punch completely penetrates
the metal.
NOTE: When you use the hand pump it must sit level or
with the hose end down.
7. Remove the punch set from the hole. Turn pump
release valve counterclockwise to open. Remove punch
from pull stud. Slide the die off the pull stud. To remove
the slug, turn die over and tap lightly on a solid object.
Punching Holes
3
⁄
4
" Through 3"
1. Drill a
7
⁄
16
” or
1
⁄
2
” pilot hole; install the
1
⁄
2
” punch and
make guide hole. See “Punching
1
/
2
” holes”.
2. Remove the
1
⁄
2
” punch and die. Also remove the
pull stud.
3 Select the punch set needed. Slide the die over the
pull rod (Figure 6).
4. Place the pull rod into the
1
⁄
2
” guide hole; thread the
punch onto the pull rod. Be sure the pull rod extends
beyond the punch.
5. Operate the hand pump until the punch penetrates
the metal. Open the pump release valve. Remove the
punch and die from the pull stud. Remove the slug.
Pump Release Valve
Figure 5
Drilling of Guide Hole
Figure 1
Thread through center hole of cylinder
Figure 4
Release Valve
2
Pull Stud
Pull Rod
Cylinder
Pre-drill
7
⁄
16
” or
1
⁄
2
”
Hole
Metal
Box
Die