Parameter data type description default var_in_out, Var_input, Var_output – Yaskawa MPiec Controllers User Manual
Page 12
Subject: Technical Manual
Product: MPiec Controllers
Doc#: TM.MPIEC.02
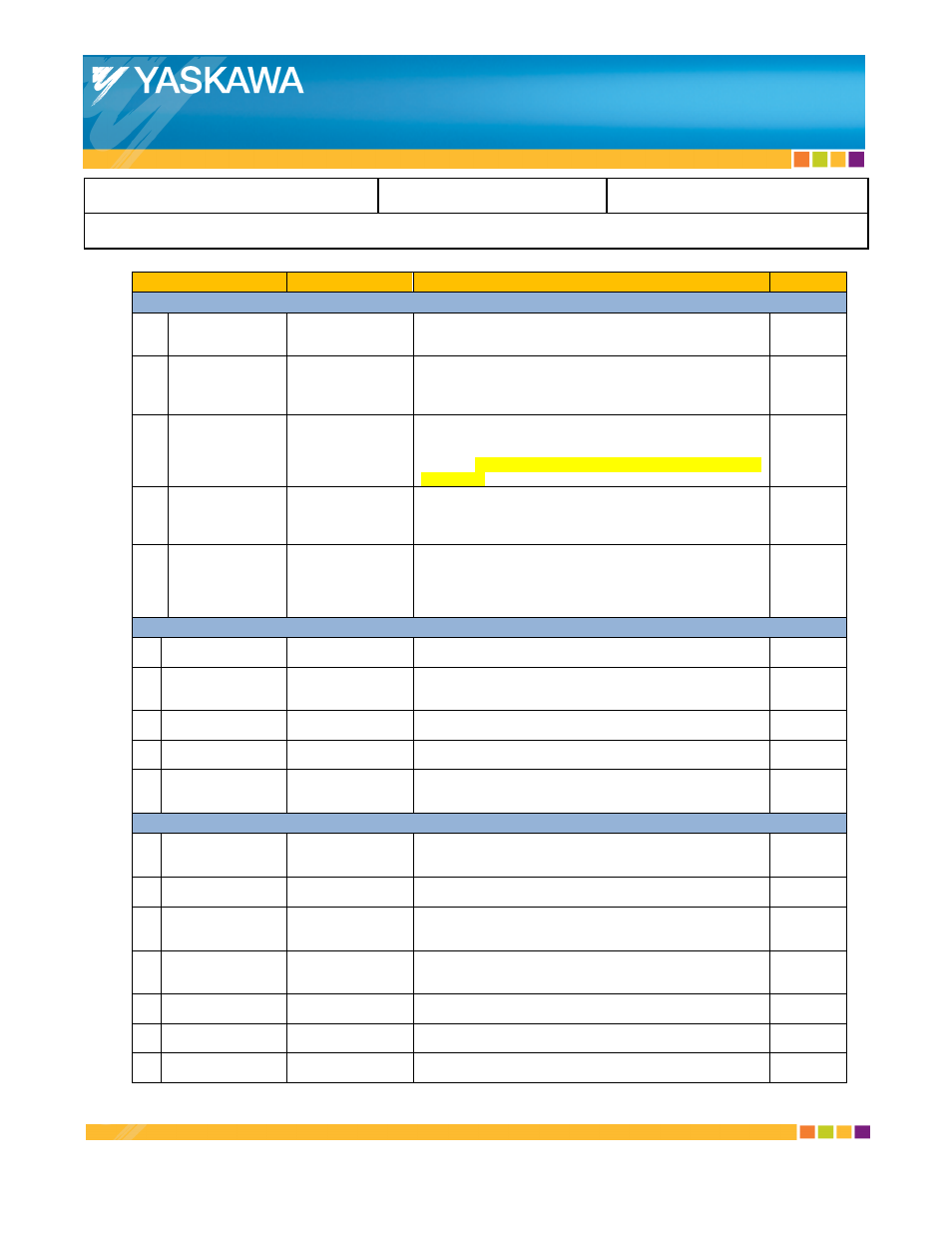
Title: Linear Flying Shear Application Solution Package for MPiec Controllers
12
Parameter
Data type
Description
Default
VAR_IN_OUT
U*
Master
AXIS_REF
Logical axis reference. This value can be located on the
Configuration tab in the Hardware Configuration (logical axis
number)
U
Slave1
AXIS_REF
Logical axis reference. This value can be located on the
Configuration tab in the Hardware Configuration (logical axis
number). Refers to the speed matching linear axis in the
linear shear system.
U
Slave2
AXIS_REF
Logical axis reference. This value can be located on the
Configuration tab in the Hardware Configuration (logical axis
number). Refers to the secondary axis in the linear shear
system. If a secondary servo is not used, use UINT#0 for this
AXIS_REF.
U
RegistrationData
ProductBufferStruct
Structure containing all information for the circular buffer to
operate. The user inputs in this structure will be used in
managing the product buffer that keeps track of registration
marks.
U
ControlData
CamSyncStruct
Structure containing all information that enables the
LinearFlyingShear function to correct the slave axis motion for
varying product sizes and to determine when the slave axis
should disengage from the master if no products are being
registered
VAR_INPUT
U
Enable
BOOL
The function will continue to execute while Enable is held
high.
FALSE
U
ClearBuffer
BOOL
While high, new products are not added to the product buffer.
The products that are already in the buffer will get processed
by the function block.
FALSE
U
Slave1CamTableID
UINT
Cam Table ID corresponding to the speed matching linear
axis.
UINT#0
U
Slave2CamTableID
UINT
If being used in the system, Cam Table ID corresponding to
the secondary servo.
UINT#0
U
Registration
BOOL
Selects if registration based corrections are required. If
TRUE, adjustments will be performed to synchronize with the
registration marks on the master axis.
FALSE
VAR_OUTPUT
F*
InSync
BOOL
Indicates that the outputs of the function block are valid and
the salves are following the master. It does not indicate if the
slave are matching speed with the master.
F
Busy
BOOL
Set high upon the rising edge of the 'Execute' or 'Enable'
input, and reset if Done, CommandAborted, or Error is true.
F
CommandAborted
BOOL
Set high if motion is aborted by another motion command or
MC_Stop. This output is cleared with the same behavior as
the Done output.
F
Error
BOOL
Set high if error has occurred during the execution of the
function block. This output is cleared when 'Execute' goes
low.
F
ErrorID
UINT
If error is true, this output provides the Error ID. This output
is reset when 'Execute' goes low.
F
BufferLevel
INT
Number of products detected by the sensor which have not
been processed by the machine.
F
ItemsProcessed
UDINT
Provides a count of the number of products processed since
this function was enabled.
* U: Input to be provided by user. * F: Parameter generated by the function block