Kemppi TTC-TIG torches User Manual
Page 10
EN
You can without tools move or twist grips on the lower surface of the handle into such
position you like that you can get a steady hold on the torch. You can also easily remove one
or both of the grips through the front end of the handle.
2.4
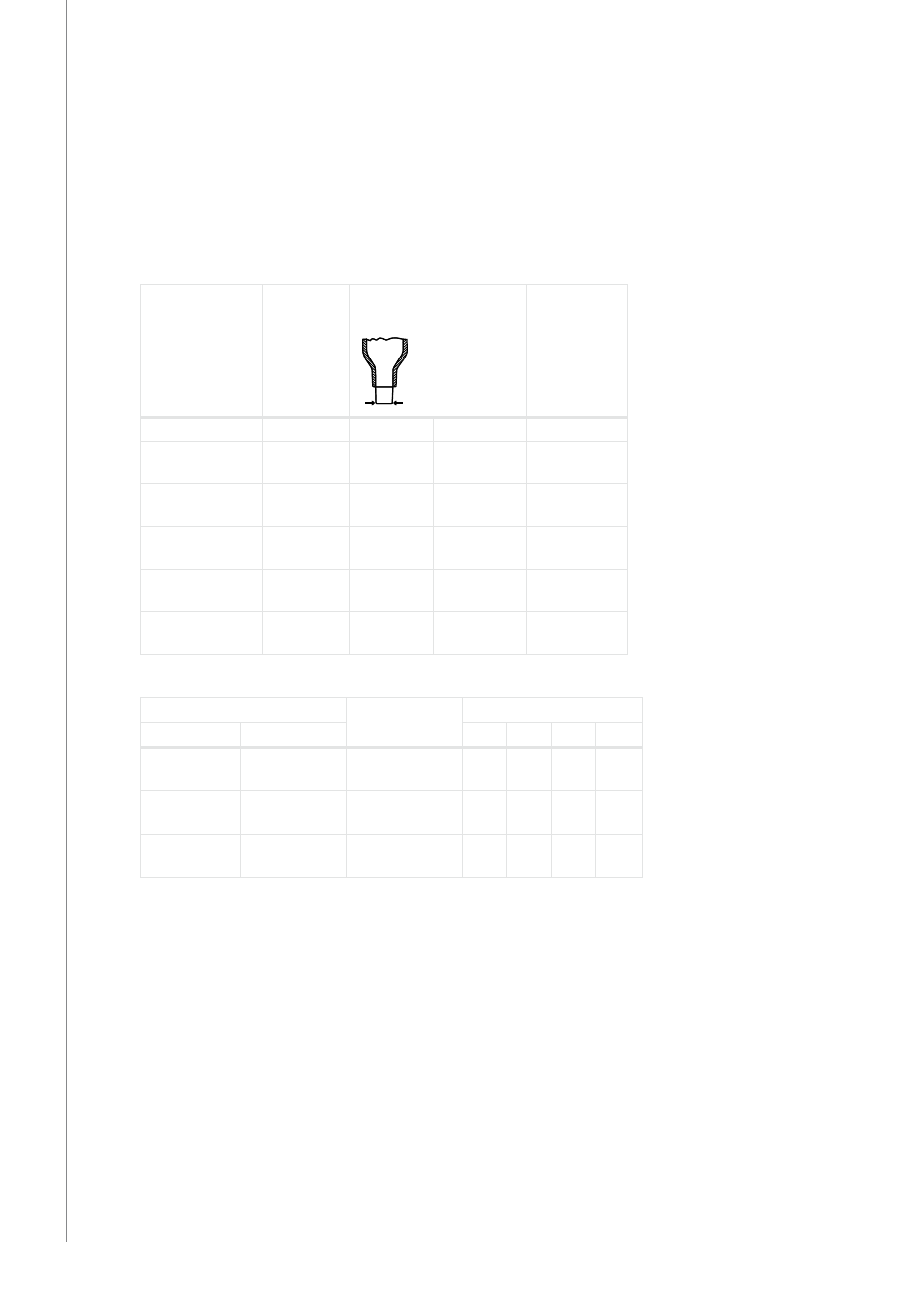
ChOiCe OF eleCTrOde size and FlOW amOunT OF shielding gas
Electrode size and shielding gas flow are defined by welding current level. The most usual
shielding gas for TIG welding is argon.
The table below is given only as a guide.
Welding current
DC-
(AC)
Electrode
Gas nozzle
Gas flow rate
A
Ø mm
Number
Ø mm
l/min
5 – 80
(5 – 50)
1,0
4/5
6,5/8,0
5 – 6
70 – 150
(30 – 100)
1,6
4/5/6
6,5/8,0/9,5
6 – 7
130 – 250
(80 – 150)
2,4
6/7
9,5/11,0
7 – 8
220 – 350
(120 – 210)
3,2
7/8/10
11,0/12,5/16,0
8 – 10
330 – 500
(180 – 280)
4,0
10/11/12
16,0/17,5/19,0
10 – 12
2.4.1 electrode choice according to base material to be welded
Electrode
Welding current
Base material
Type
Symbol colour
Fe
Ss
Al
Ti
WC20
grey
AC
DC-
• •
•
WZ8
white
AC
DC-
•
W
green
AC
DC-
•
Delivery length of electrodes is 175 mm.
Data in table are given only as a guide.
8
TT
C / © Kemppi O
y / 1130