Anschluß an das stromnetz, Schweißzusatzstoffe und ausrüstung, Verwendung – Kemppi Minarc 150 User Manual
Page 5: Schweißprozesse, Schweißen mit stabelektrode (mma), Sähköverkkoon liittäminen, Hitsauslisäaineet ja varustus, Käyttö, Hitsausprosessit, Puikkohitsaus (mma)
© KEMPPI OY
MINARC 150, 151 / 0531 – 5
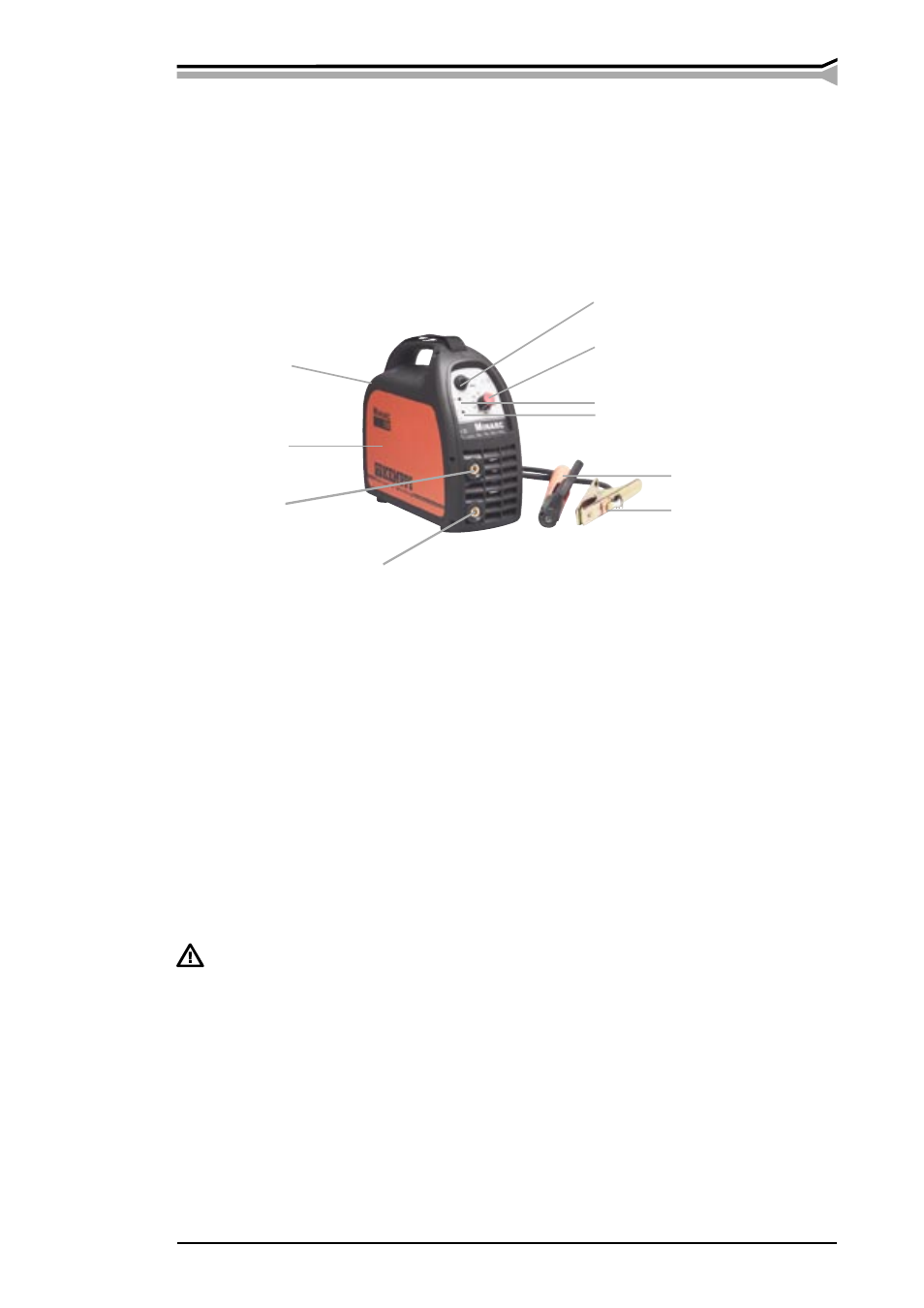
Parts of the unit
A. Body of machine
B. Main power switch
C. Selector switch for welding process
D. Welding current regulator
E. Signal light machine ON
F. Signal light for overheating
G. Electrode holder and welding cable
H. Earth cable and clamp
2.5. CONNECTING TO POWER SUPPLY MAINS
The unit has a mains cable and a wall plug (Note! Minarc 151 (110 V) is delivered without a plug).
You can find fuse and cable sizes in the end of these instructions in Technical data.
2.6. FILLER MATERIALS AND EQUIPMENT
See also 2.4. Main components. You can use all electrodes intended for welding with DC. Suitable
electrode sizes for the unit are listed in the end of these instructions in Technical data.
1. Use welding specifications given on electrode package.
2. Check that you have selected the correct welding process before starting to weld.
3. Check that welding cable and earth cable connections are tight. If a connection is slack, it
will result in voltage drop that will cause the connection to heat.
4. Mount the electrode firmly in holder.
3. USE
It is forbidden to weld in places where there is a danger of fire or explosion!
3.1. WELDING PROCESSES
3.1.1. Manual Metal Arc welding (MMA)
In manual metal arc (MMA) the welding filler material is melted from the electrode to the weld
pool. Filler and rate of welding current is selected on the basis of electrode size used and welding
position. Arc forms between electrode tip and welding piece. The melting electrode coating forms
gas and slag, which protects the weld pool. Slag solidified over the weld is removed after welding
e.g. with a chipping hammer.
A
H
B
C
D
E
G
F
-
+