5 filler wire – Kemppi Adaptive 170 User Manual
Page 9
EN
1. Connect the hose to the gas bottle’s control valve and tighten the
connector.
2. Adjust the flow rate with the control valve screw. A suitable shielding gas
flow rate is 8 – 15 l/min.
3. Close the bottle’s valve after use.
NOTE!
Use a shielding gas suitable for the material’s welding. Fix the gas bottle
securely in an upright position before installing the control valve.
2.5
FILLER WIRE
The machine is delivered with the welding gun connected to +pole making it
suitable for steel solid wire welding without adjustments.
2.5.1 Changing the feed roll groove
The feed roll groove is factory set for welding filler wires of 0.8 – 1.0 mm
diameter. The feed roll groove must be changed if you use 0.6 mm thick filler
wire.
1. Open the feed roll from the pressure control lever.
2. Switch the machine on from the main switch.
3. Press the welding gun trigger and drive the feed roll in such a position
that its locking screw is up and can be opened.
4. Switch the power off from the main switch.
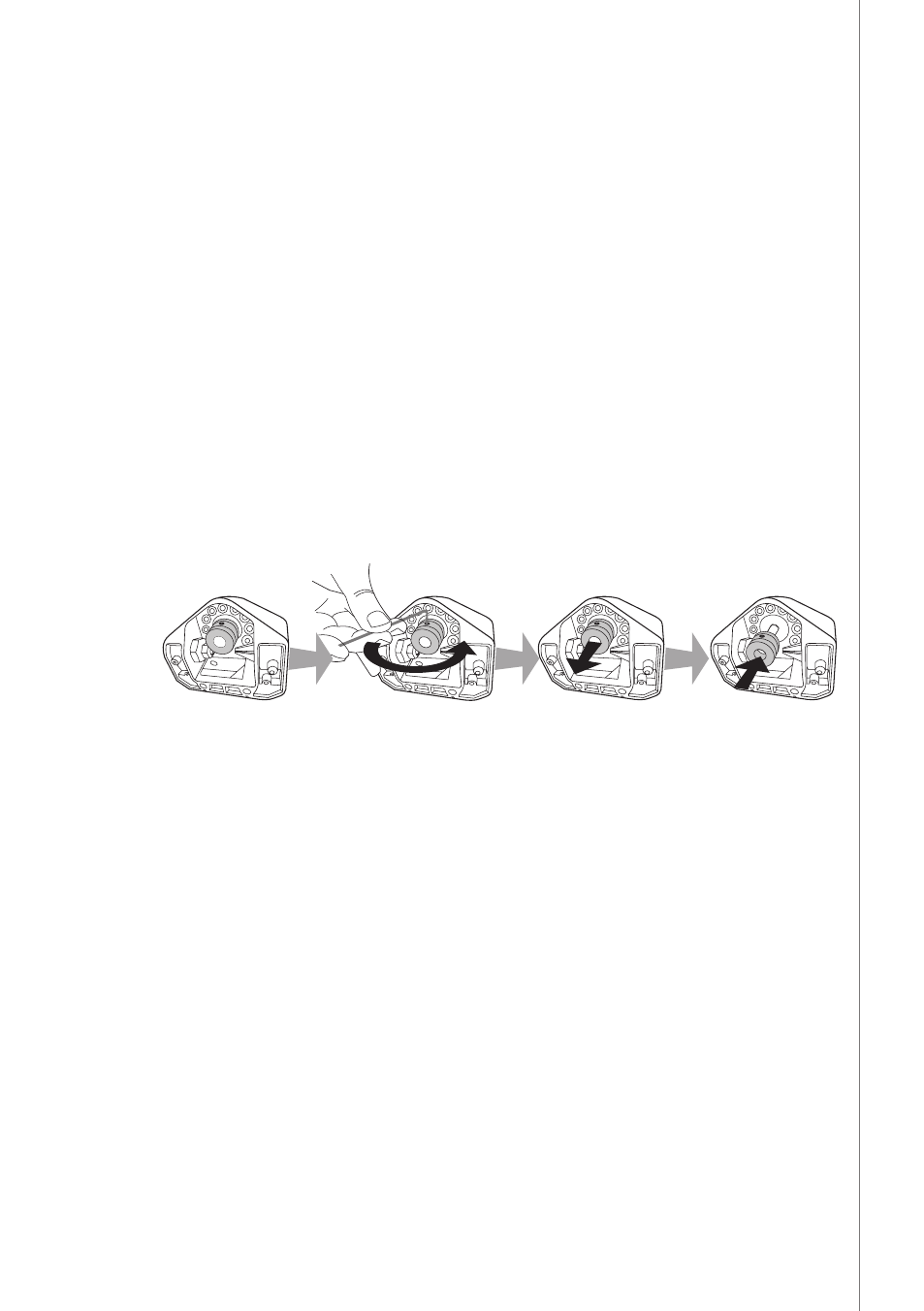
5. Open the feed roll locking screw with a 2.0 mm Allen wrench
approximately half a turn.
6. Pull the feed roll from its shaft.
7. Turn the feed roll and reinstall it to its shaft all the way to the bottom
making sure that the screw is on the shaft’s level.
8. Tighten the feed roll locking screw.
7
M
inar
cM
ig 170 / © Kemppi O
y / 1117