Kemppi MasterTig MLS 4000 User Manual
Page 17
EN
long pulse
Long pulse method gives you the possibility to adjust all pulse parameters (pulsing frequency,
pulse ratio, pulse current and pause current). You can also adjust the welding current, in which
case you receive a new pulse current value. Pulse ratio and pause current percentage remain
constant. When you adjust the pulse ratio, pulse current or pause current, the new average
welding current value is shown on the display.
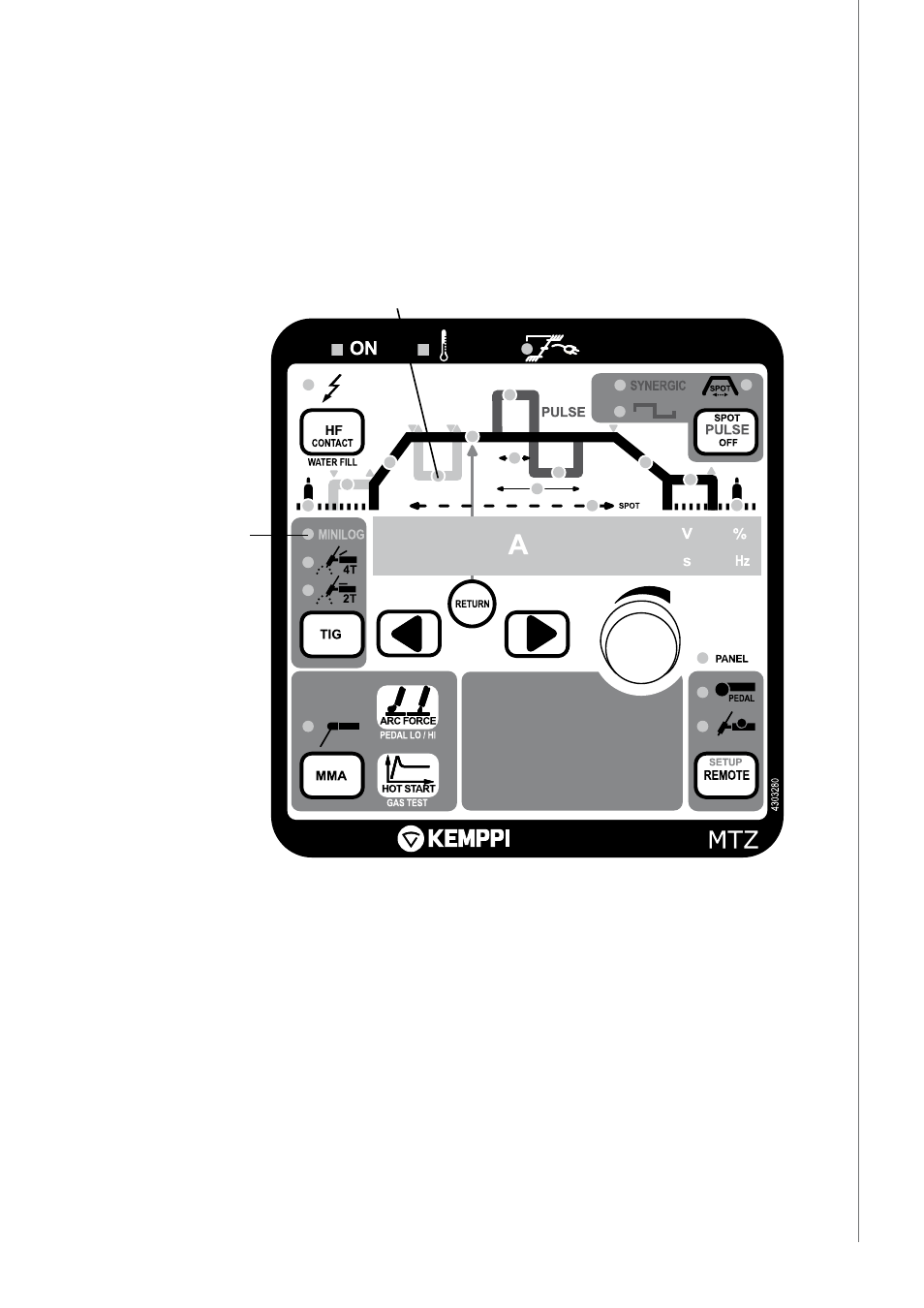
tig welding panel mtZ – pulsed tig and minilOg function
1.
2.
1.
Minilog
2.
Minilog 10 – 90 % of welding current
mtZ minilog
When torch switch is pressed current goes to search arc; after the switch is released current
goes to welding current within the upslope time. With Minilog operation you can select from
two current levels: the welding current and the Minilog current. You can move from one to
the other by quickly pressing the torch switch. Press torch switch for 1 second, current goes to
downslope and then to the tail arc. Current stops when the switch is released.
15
© Kemppi Oy / 1338