Changing the polarity, Panel – Kemppi MIG 2520 User Manual
Page 7
Kempact mig 50 / 0635 –
© Kemppi oy
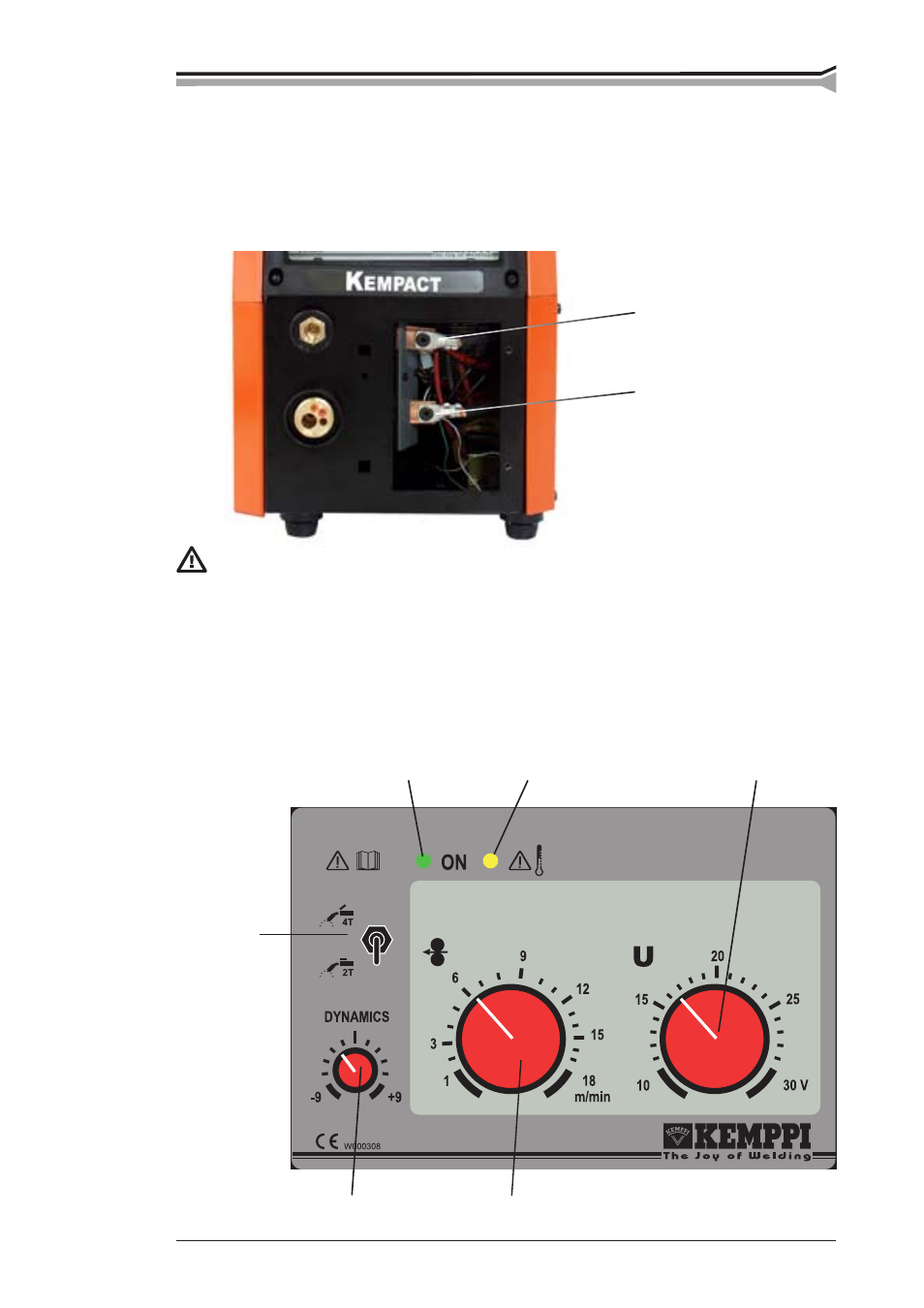
3.2. TO SELECT POLARITY FOR WELDING
Solid wire is usually welded in + pole and cored wire in - pole gun. Check for the recommended
polarity on the package or consult th esupplier of the product. The welding of very thin plates (0.5
to 0.7 mm) - polarity might also work best for solid wire.
3.2.1. Changing the polarity
+ pole
- pole
Thermostat signal light
MIG welding dynamics adjustment
ON signal light
Selecting welding
procedure (2T/4T)
Wire feed adjustment
Welding voltage adjustment
Only a service shop authorised by Kemppi may change the polarity.
3.3. PANEL
Adjusting voltage and wire feed speed
The welding voltage can be adjusted from 10 to 30 V, and the wire feed speed from 1 to 18 m/min.
Adjust the values appropriately by using the table of guideline values on the door of the wire
compartment and by testing.
- FastCool 10 (12 pages)
- ArcFeed 300P (20 pages)
- KempCool 10 (12 pages)
- KempCool 40 (14 pages)
- KempactCool 10 (24 pages)
- Procool 10 (11 pages)
- Procool 30 (9 pages)
- KMS 500 (16 pages)
- KM 500 (18 pages)
- MSF 57 (32 pages)
- MF 33 (16 pages)
- MF 29 (18 pages)
- KMS 400 MVU (16 pages)
- FastMig Pulse 450 (30 pages)
- MXF 67 (36 pages)
- GT02SW (18 pages)
- FastMig MS 300 (22 pages)
- SF 54 (14 pages)
- KMS 400 AS (18 pages)
- KM 400 MVU (18 pages)
- MXP 38 (30 pages)
- FastMig X 450 (32 pages)
- FastMig 520 (16 pages)
- MR 300 (14 pages)
- M 420MV (16 pages)
- AS (10 pages)
- Evo 300 (20 pages)
- RA (38 pages)
- Pulse 2800 (17 pages)
- Pulse 3000 MVU (24 pages)
- MIG 2530 (16 pages)
- DT 400 (34 pages)
- ARC800 (16 pages)
- Pulse TCS (38 pages)
- KempArc DT400 (28 pages)
- Kempomat 2100 (14 pages)
- Kempomat 4200 (26 pages)
- Promig 100 (19 pages)
- ProMXE Automotive panel (20 pages)
- Pro Evolution 4200 (17 pages)
- Promig 300 (22 pages)
- Protig 410 (28 pages)
- Protig 511 (37 pages)
- Promig 200 ML (18 pages)