BUG-O Systems BUG-6550 User Manual
Page 9
9
AUTOMATED HEIGHT CONTROL
The Universal Bug-O-Matic with AHC features automated height control (AHC), which controls the welding
tip to work distance and maintains a constant weld current, or uniform weld penetration. AHC senses the
actual weld current, compares this value to the setpoint, and raises or lowers the welding gun accordingly.
Controls for the AHC are self contained and its drives are independent from those of the drive unit. AHC
features a built-in time delay after the arc is struck, and automatically shuts off when current drops too low
(generally below 60 amp). The operator can temporarily override AHC using the manual jog switch while
welding. AHC resumes as soon as the jog switch is released. To disable the automated height control, move
the Auto/Manual switch on the CAS Electronics Box (CAS-1555) to MANUAL.
NOTE: AHC is designed to work with the welding gun above the work piece. Contact Bug-O Systems for
other configurations.
CENTERING THE CROSS ARM
Verify that the cross arm is centered before clamping the welding gun in place.
1. Set the weld mode to “NO WEAVE” and turn on the AC power.
2. Turn the Torch Steering knob counterclockwise until it stops.
3. Turn the Torch Steering knob clockwise until it stops. This should be 3 turns.
4. Turn the Torch Steering knob 1 1/2 turns counterclockwise. The cross arm should now be centered.
5. If the cross arm is not centered, refer to the service procedures on pages 30 and 31.
To verify that an adequate range of motion is available, adjust the oscillation amplitude to the desired setting,
and change the weld mode. Check that the welding gun moves across the entire weld groove.
OPERATION
1. Setup machine according to the instructions provided on pages 6-7.
2. With weld gun at the start of the weld, depress “Arc On” button and allow puddle build-up.
3. Switch tractor toggle to “Forward”.
4. Fine tune welding parameters as needed while welding. Lock dials when finished.
5. At the end of the weld, switch tractor toggle to “Off”.
6. Allow for crater fill, then depress “Arc Off” button when finished.
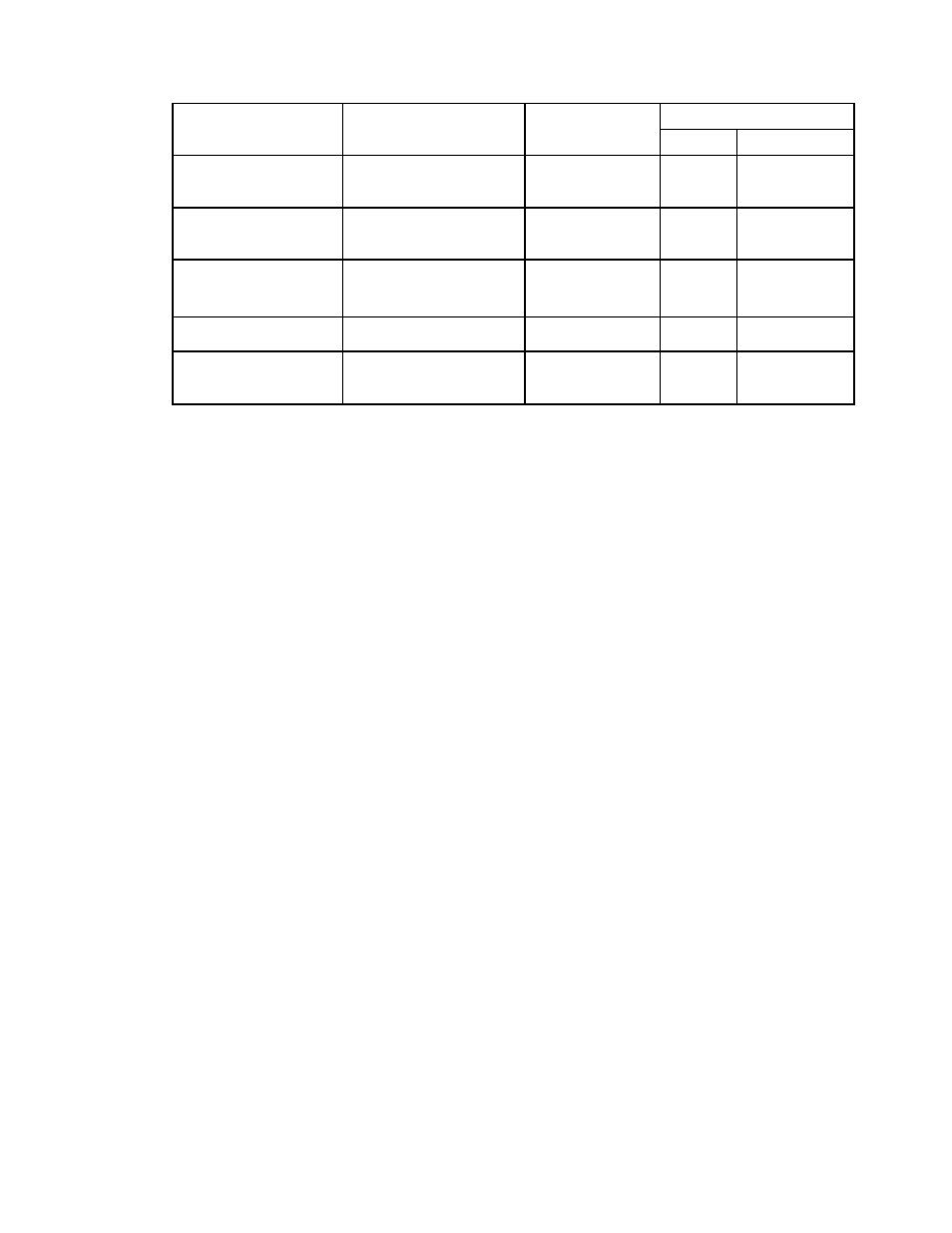
Table 1 displays the ratio between a dial value and its corresponding measurable value.
For example, setting the weave speed dial to 096 results in an actual weave speed of 32in/min.
Table 1: Dial Ratios
PARAMETER
ACTUAL RANGE
DIAL RANGE
RATIO
Dial
Actual
Weave Speed
4-100 in/min
0.1-2.5 m/min
0-300
012
4 in/min
0.1 m/min
Weave Amplitude 0.1-2 in
3-50 mm
0-300
015
0.1 in
2.5 mm
Dwell Time
(Left or Right)
0-3 sec
0-999
033
0.1 sec
Height Control
0-500 amps
0-500
050
50 amp
Tractor Speed
3-70 in/min
0.075-1.75 m/min
0-300
012
3 in/min
0.075 m/min