Replacement of parts – DeVilbiss COMPACT P2-11 User Manual
Page 7
© 2005 ITW Finishing Systems and Products
7
7. Lubrication – stud/screw (6), needle
(9) and air valve (11) should be oiled
each day.
Replacement of Parts
Nozzle (2) and Needle (9) – Remove
parts in the following order: 7, 8, 9, 1 and
2. Replace any worn or damaged parts
and re-assemble in reverse order.
Recommended tightening torque for
nozzle (2) 9.5-12 Nm (80-100 lbf in).
Packing – Remove parts 7, 8, 9.
Unscrew cartridge (4). Fit new cartridge
finger tight. Re-assemble parts 9, 8, and
7 and tighten cartridge (4) with spanner
sufficient to seal but to allow free
movement of needle. Lubricate with gun
oil.
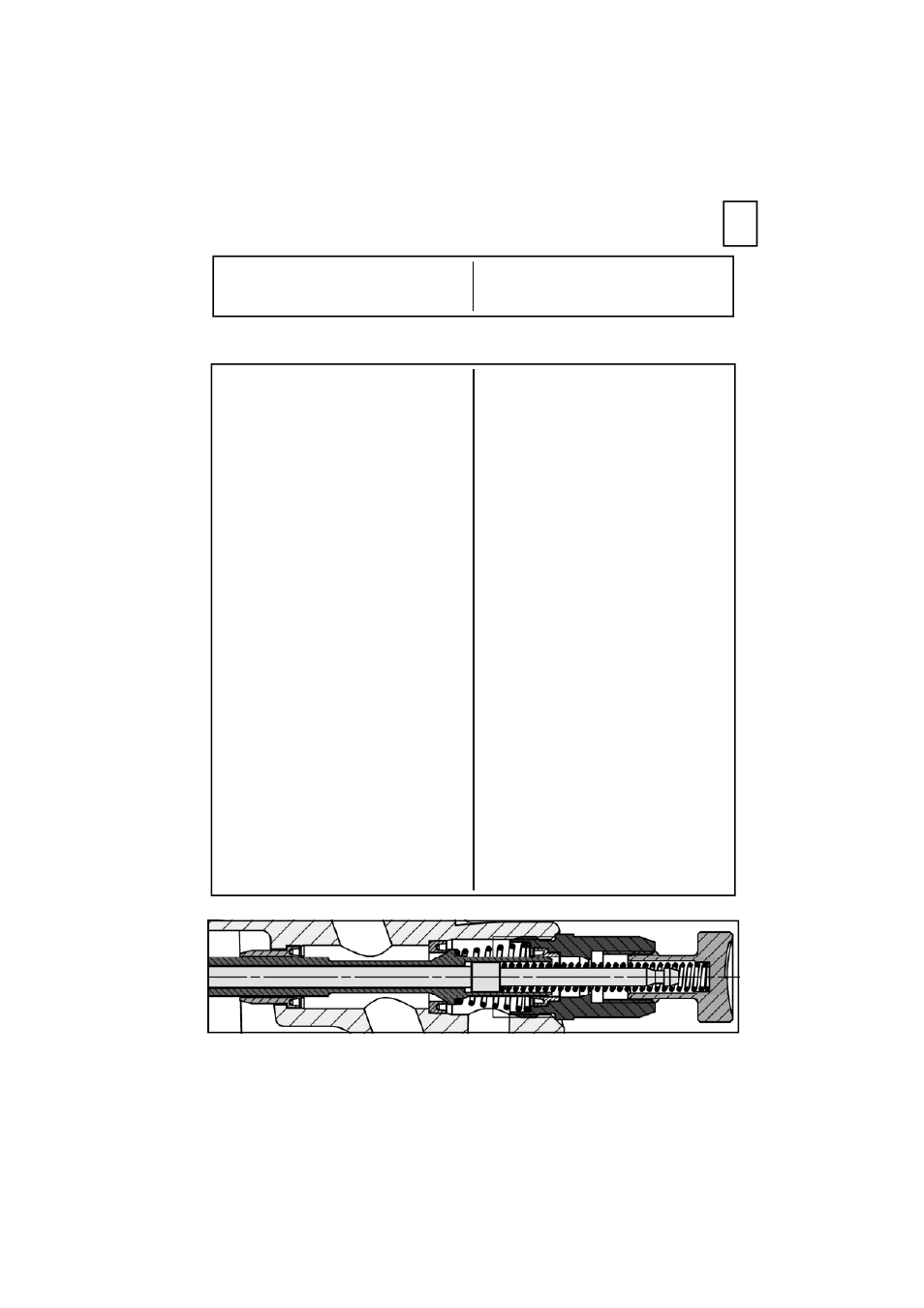
Air Valve Seal Kit (16) - (Refer to
photos 1 to 28 and fig 2).
1. Remove Adjusting Knob (7), Spring
(8), and Needle (9).
2. Loosen
Housing (10).
3. Remove Housing (10) and Airvalve
Spring.
4. Remove Valve (11).
5. Using Service Tool SPN-7, engage
groove behind the Valve Seat.
6. Remove Valve Seat.
7. Push out the Front Airvalve Seal with
a finger.
8. Turn the Gun upside down and let the
Seal fall out.
9. Fit New Front Seal to Service Tool.
10. Fit new Seal to gunbody and press
firmly to ensure Seal is engaged.
11. Fit New Valve Seat to Service Tool.
Groove must face outwards.
12. Fit Valve Seat to Gunbody.
13.
Remove Rear Airvalve Seal from
housing (10) with a hooked
instrument.
14. Fit new Seal to Service Tool.
15. Fit Seal to Housing (10).
16. Replace Valve (11).
17. Replace Valve Spring and screw in
Housing (10).
18. Tighten Housing.
19. Fit Needle (9).
20. Fit Spring (8) and Knob (7).
21. Adjust Needle Packing (4) with
Spanner sufficient to seal but to allow
free movement of needle. Lubricate
with gun oil.
Spreader valve (5) – Caution: always
ensure that the valve is in the fully open
position by turning screw fully counter-
clockwise before fitting to body.
Air cap / Nozzle Selection
Refer to coating material manufacturers
recommendations or ITW Finishing UK
Website:
www.itweuropeanfinishing.com
FIG 2
E
E