Soldadora con ar cos revestidos, Peligro, Precaucion – Campbell Hausfeld SHIELDEDMETAL ARCWELDER WS0970 User Manual
Page 12: Descripción, Informaciones generales de seguridad, Glossary of w elding t e rms
Sírvase leer y guardar estas instrucciones.Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al prod
ucto descrito en
este manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría result
ar en heridas y/o
daños a su propiedad.Guarde este manual como referencia.
25 Sp
IN972100AV 3/06
Manual de Instrucciones y Liste de Repuestos
Modelo WS0970
Descripción
Esta soldadora con arcos revestidos de
Campbell Hausfeld está diseñada para
usarse con corriente doméstica de 115V
estándar. Está equipada con un control
de salida para seleccionar con precisión
la corriente adecuada necesaria para
varias condiciones de soldadura. Los
componentes internos tienen un
sistema de protección termostática.
Esta soldadora le permite soldar acero
de hasta 3,2 mm(1/8”) de grosor en un
sólo paso. Le recomendamos que utilice
electrodos de 1,6 mm (1/16”) de
diámetro cuando utilice 15 amperios y
electrodos de hasta 0,08 mm (5/64”)
cuando utilice 20 amperios, en EE.UU.
llame al (800) 746-5641 para ubicar el
distribuidor más cercano a su domicilio.
Para desempacar
Al desempacar este producto, revíselo
con cuidado para cerciorarse de que
esté en perfecto estado. Si la soldadora
está dañada o le
faltan piezas
comuní-
quese con el distribuidor de Campbell
Hausfeld más cercano a su domicilio.
Requerimientos eléctricos
Este
equipo
debe conectarse a un circuito de 115
voltios. En la tabla a continuación se le
explica el tipo de cortacircuitos o
fusibles necesarios. Nunca conecte
otros artefactos, lámparas o
herramientas al mismo circuito donde
está conectada la soldadora. No le
recomendamos el uso de cordones de
extensión. Si no sigue esta
recomendación podría activarse el
cortacircuitos o quemarse los fusibles.
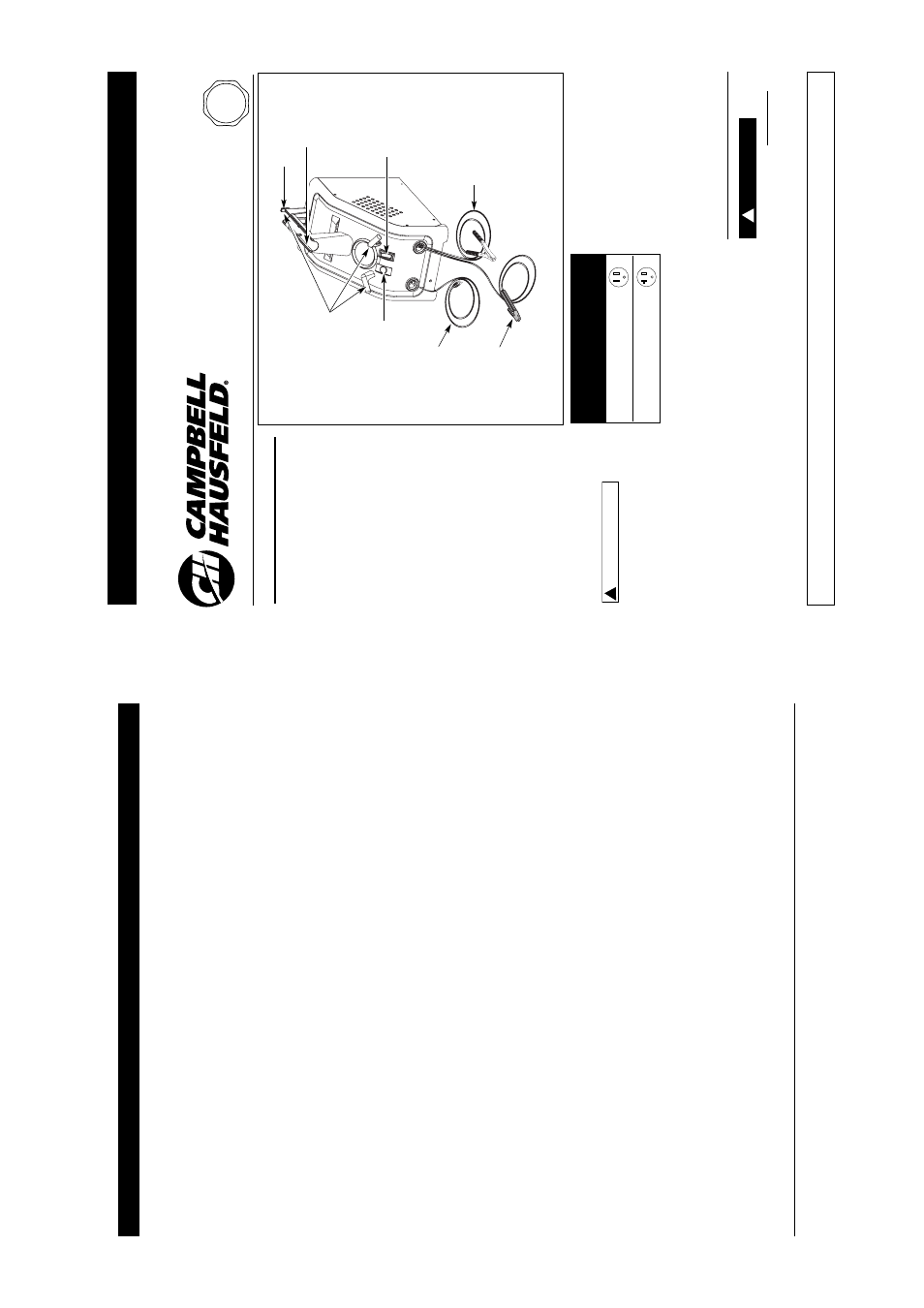
Componentes y Contr
oles
1
.
Pinza para conectar a tierra -
conéctela a la pieza de trabajo.
2
.
Porta-electrodo - pinza que se usa
para sostener el electrodo.
!
PRECAUCION
3
.
Cordón eléctrico - conéctelo a un
tomacorrientes de 115 voltios.
4.
Interruptor de corriente -
high/off/low (alto/apagado/bajo).
5.
Lámpara indicadora - la lámpara se
activa si el termostato apaga la
unidad automáticamente.
6.
Gancho para la máscara de mano -
para colgar la máscara de mano
para guardar y transportar.
Ajuste
Cortacircuito o
de calor
Fusible de acción
retardada
7.
Sujetadores del cable - para
envolver los cables cuando se
guarda o transporta.
8.
Compartimiento de guardado - para
guardar el martillo/cepillo
cincelador. También se puede usar
para guardar un tubo con barras de
soldar.
Informaciones
Generales de
Seguridad
Ésto le
indica que
hay una situación que le ocasionará
la
muerte o heridas de gravedad si ignora
la advertencia.
!
PELIGRO
Bajo 15
amp
Alto 20
amp
BUILT TO LAST
Q
UAL
ITY
A
SS
UR
AN
CE
P
RO
GRA
M
Need
Assistance?
Call Us First!
1-800-746-5641
Soldadora con Ar
cos
Revestidos
Figura 1 -
Componentes y Controles de la soldadora
©2006 Campbell Hausfeld/Scott Fetzer
1
2
3
4
5
6
7
RECORDATORIO: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
8
12
Shielded Metal Arc Welder
Model
WS0970
Glossary of W
elding T
e
rms
AC or Alternating Current
- electric
current that reverses direction
periodically. Sixty cycle current travels
in both directions sixty times per
second.
Arc Length
- the distance from the end
of the electrode to the point where the
arc makes contact with the work
surface.
Base Metal
- the material to be
welded.
Butt Joint
- a joint between two
members aligned approximately in the
same plane.
Crater
- a pool, or pocket, that is
formed as the arc comes in contact with
the base metal.
DC or Direct Current
- electric current
which flows only in one direction. The
polarity (+ or -) determines which
direction the current is flowing.
DC Reverse Polarity
- occurs when
the electrode holder is connected to
the positive pole of the welding
machine. Reverse Polarity directs more
heat into melting the electrode rather
then the work piece. It is used on
thinner material.
DC Straight Polarity
- occurs when
the electrode holder is connected to
the negative pole of the welding
machine. With straight polarity more
heat is directed to the work piece for
better penetration on thicker material.
Electrode
- a coated metal wire having
approximately the same composition as
the material being welded.
Fillet Weld
- approximately a triangle
in cross-section, joining two surfaces at
right angles to each other in a lap, T or
corner joint.
Flux
- the coating on arc-welding rods
and in flux-cored welding wire that is
consumed in the arc to produce a
shielding gas. This gas displaces air and
impurities from around the weld.
Flux Cored Arc Welding (FCAW)
-
also called Gasless, is a welding process
used with a wire-feed welding
machine. The weld wire is tubular with
flux material contained inside for
shielding.
Gas Metal Arc Welding (GMAW)
-
also called MIG, is a welding process
used with a wire feed welding
machine. The wire is solid and an inert
gas is used for shielding.
Gas Tungsten Arc Welding (GTAW)
-
also called TIG, is a welding process
used with welding equipment with a
high frequency generator. The arc is
created between a non-consumable
tungsten electrode and the work piece.
Filler metal may or may not be used.
Lap Joint
- a joint between two
overlapping members in parallel
planes.
Open Circuit Voltage (OCV)
- the
voltage between the electrode and the
work clamp of the welding machine
when no current is flowing (not
welding). The OCV determines how
quickly the arc is struck.
Overlap
- occurs when the amperage is
set too low. In this instance, the molten
metal falls from the electrode without
actually fusing into the base metal.
Porosity
- gas pockets, or cavities,
formed during weld solidification. They
weaken the weld.
Penetration
- the depth into the work
piece that has been heat effected by
the arc during the welding process. A
good weld achieves 100% penetration
meaning that the entire thickness of
the work piece has been heated and
resolidified. The heat effected area
should be easily seen on the opposite
side of the weld.
Shielded Metal Arc Welding
(SMAW)
- also called Stick, is a welding
process with uses a consumable
electrode to support the arc. Shielding
is achieved by the melting of the flux
coating on the electrode.
Slag
- a layer of flux soot that protects
the weld from oxides and other
contaminants while the weld is
solidifying (cooling). Slag should be
removed after weld has cooled.
Spatter
- metal particles thrown from
the weld which cool and harden on the
work surface. Spatter can be minimized
by using a spatter resistant spray on the
work piece before welding.
Tack Weld
- weld made to hold parts
in proper alignment until final welds
are made.
Travel Angle
- the angle of the
electrode in the line of welding. It
varies from 5º to 45º depending on
welding conditions.
T Joint
- made by placing the edge of
one piece of metal on the surface of
the other piece at approximately a 90º
angle.
Undercut
- a condition that results
when welding amperage is too high.
The excessive amperage leaves a
groove in the base metal along both
sides of the bead which reduces the
strength of the weld.
Weld Pool or Puddle
- a volume of
molten metal in a weld prior to its
solidification as weld metal.
Weld Bead
- a narrow layer or layers of
metal deposited on the base metal as
the electrode melts. Weld bead width is
typically twice the diameter of the
electrode.
Work Angle
- the angle of the
electrode from horizontal, measured at
right angles to the line of welding.
www.chpower.com