Weld bulkheads, Tack weld mount plates, Disassemble bulkhead(s) – Great Plains 1005 Assembly Instructions User Manual
Page 4: Final weld bulkhead(s), Restore painted surfaces, Final bulkhead assembly, Allocate zerks
Great Plains Mfg., Inc.
4
Grease Bank Kit
151-128M
02/20/2008
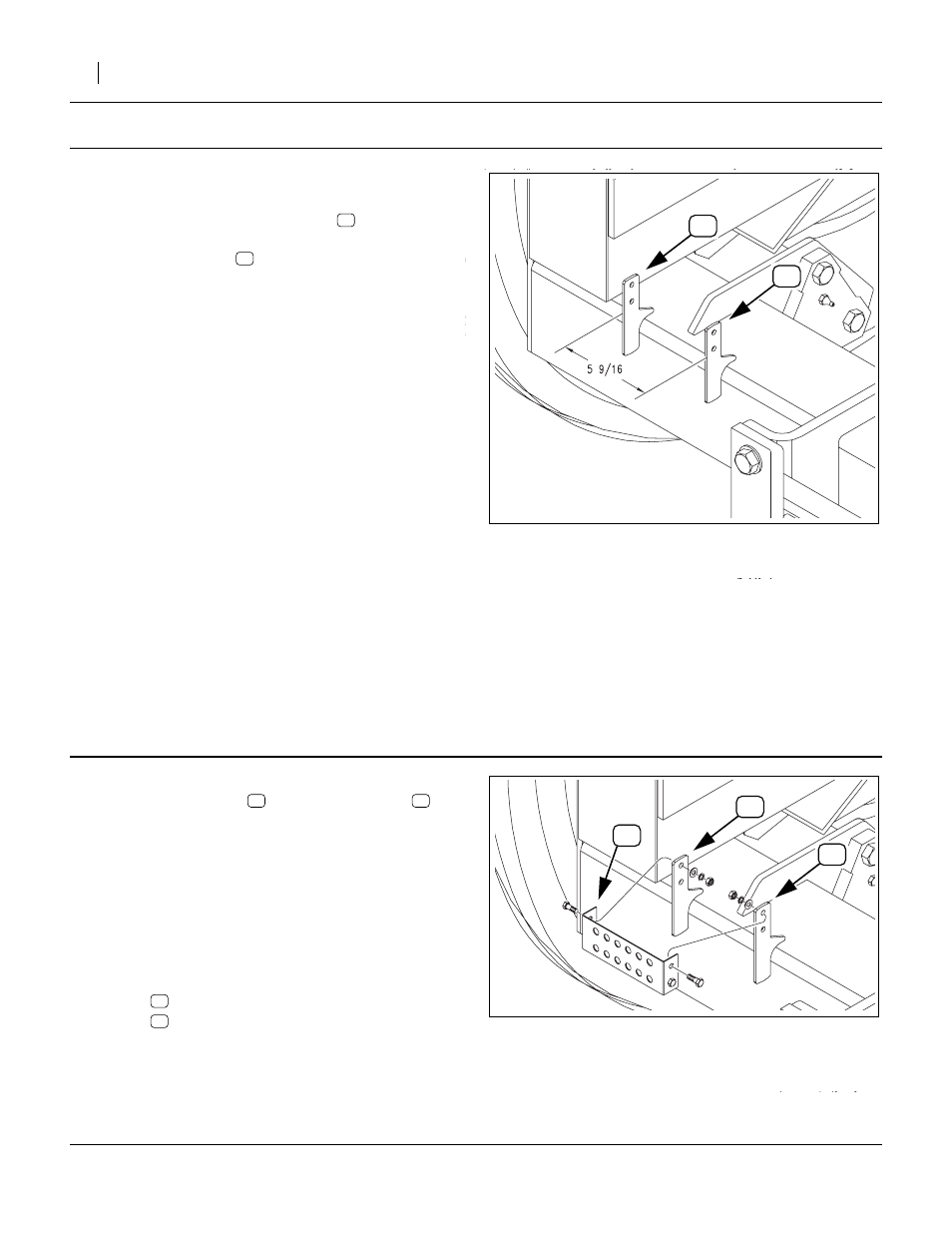
Weld Bulkheads
Tack Weld Mount Plates
Refer to Figure 4
If you prefer to fully protect the mount (
, not shown)
from welding damage, disassemble the bulkhead and
space the mount plates
9
⁄
16
in (14.1cm) apart. Be
sure to align the holes and keep the plates vertical and in
full contact with the tool bar.
12. Tack weld the mount plates at each desired location,
and allow to cool. Tack at least four points on each
plate, at least two on each side of the plate.
Disassemble Bulkhead(s)
13. If the bulkhead was pre-assembled for tack welding,
disassemble it now, and save all parts.
If the bulkhead was disassembled for tack welding,
check the spacing with a trial re-assembly, then dis-
assemble and save all parts.
Final Weld Bulkhead(s)
14. Finish weld each plate to the tool bar, using a
1
⁄
8
in
(3.2mm) fillet weld.
15. Allow to fully cool.
Restore Painted Surfaces
16. Use a wire brush or file as necessary to remove weld
burrs or scorched paint. Sand surfaces.
17. Apply green touch up paint and allow to dry.
Final Bulkhead Assembly
Refer to Figure 5
18. Re-assemble mount
using the saved fasteners. Torque bolts and nuts to
final values.
Allocate Zerks
Refer to Figure 6 on page 5
19. If not already known, count the number of frame-
mounted coulters on the drill.
20. Select that (as needed) number of:
21. On drill model 1005, split the number into two equal
groups. If the total is an odd number, put the odd set
into the group for the right bulkhead.
Qty
Call
Part
Description
(a.n.)
800-130C GREASE ZERK STRAIGHT 1/8-27NPT
(a.n.)
800-158C FTG TUBE,CONNECTOR 1/8 FNPT
Figure 4
Weld Mount Plates
27144
12
Figure 5
Final Bulkhead Assembly
27145
13