Thrush co – Thrush DSHE Series User Manual
Page 25
Thrush Co.
Manual #9636-0555
5.2 Maintenance (Continued)
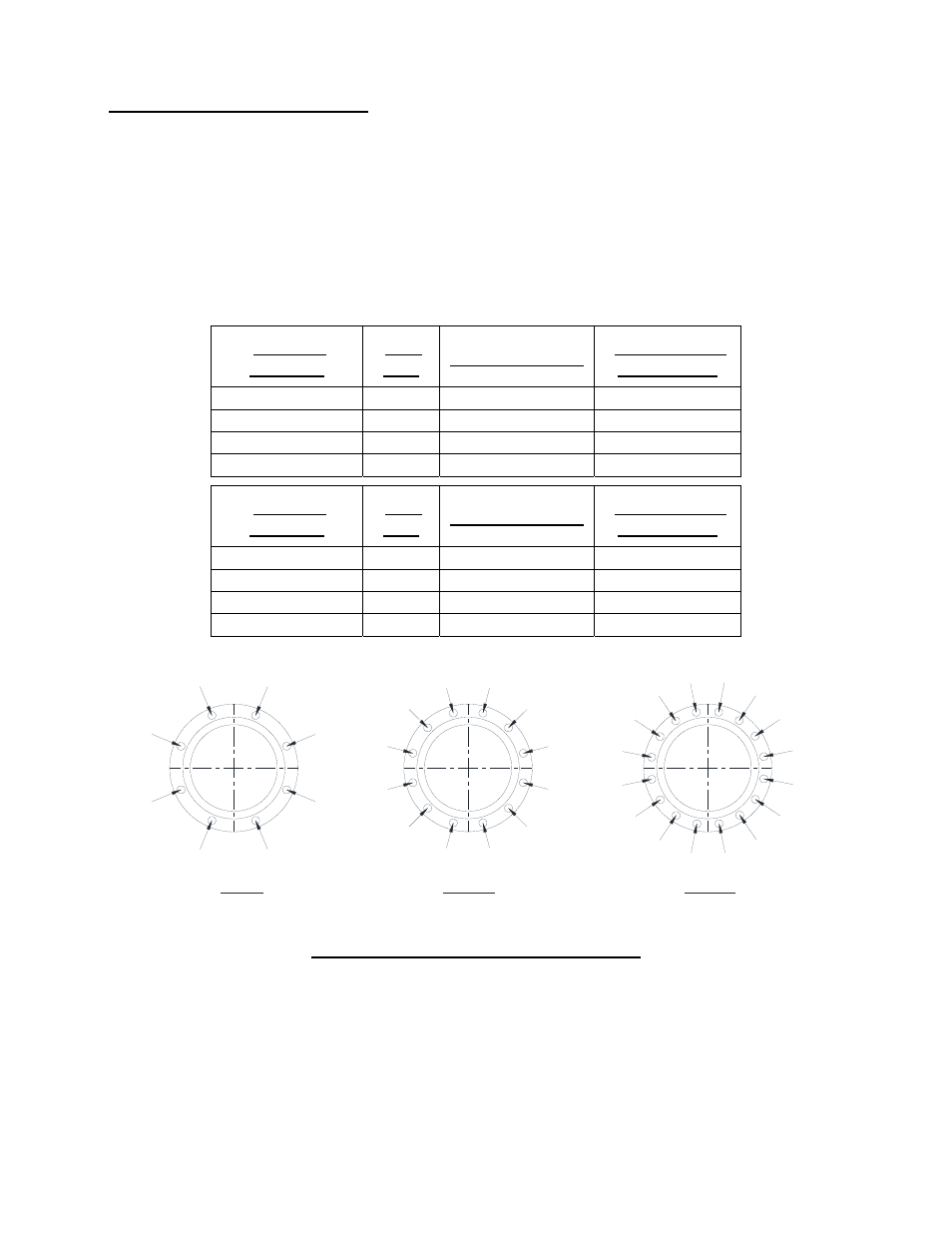
Gasket Creep is inherent to most gasket joints, and retorquing is required. The greater
the operating temperature, and pressure, the greater the problem can become. It is
imperative that the head bolts be torqued after installation, after initial startup, and
inspected seasonally to be sure the bolts are torqued correctly. The bolts should be
torqued incrementally to 30%, 60% and then to 100% of the appropriate value shown in
Figure 5-2. They should be torqued in the sequential order of the appropriate pattern
shown. Bolt holes in the tubesheet are threaded; therefore, the nuts on both the top and
bottom of the flange must be torqued.
1
12
8
4
10
6
2
11
7
3
9
5
1
8
4
6
2
7
3
5
12 Bolt
8 Bolt
16 Bolt
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Figure 5-2 Bolt Torque Requirements
Hot-Pak
Diameter
Bolt
Size
Number of Bolts
Torque Ft/Lb
(150# Flgs.)
6” .75 8
50
8” .75 8
50
10” .87 12
80
12” .87 12
80
Hot-Pak
Diameter
Bolt
Size
Number of Bolts
Torque Ft/Lb
(300# Flgs.)
6” .75 12
100
8” .87 12
160
10” 1.00 16
245
12” 1.12 16
390