Caution warning caution – S&S Cycle Stock Replacement 3 7/16 and 3 1/2 Bore Shovelhead Cylinders User Manual
Page 3
D. Perform Steps A through C on other cylinder.
E.
Bolt front and rear cylinders on drive side
crankcase half.
F.
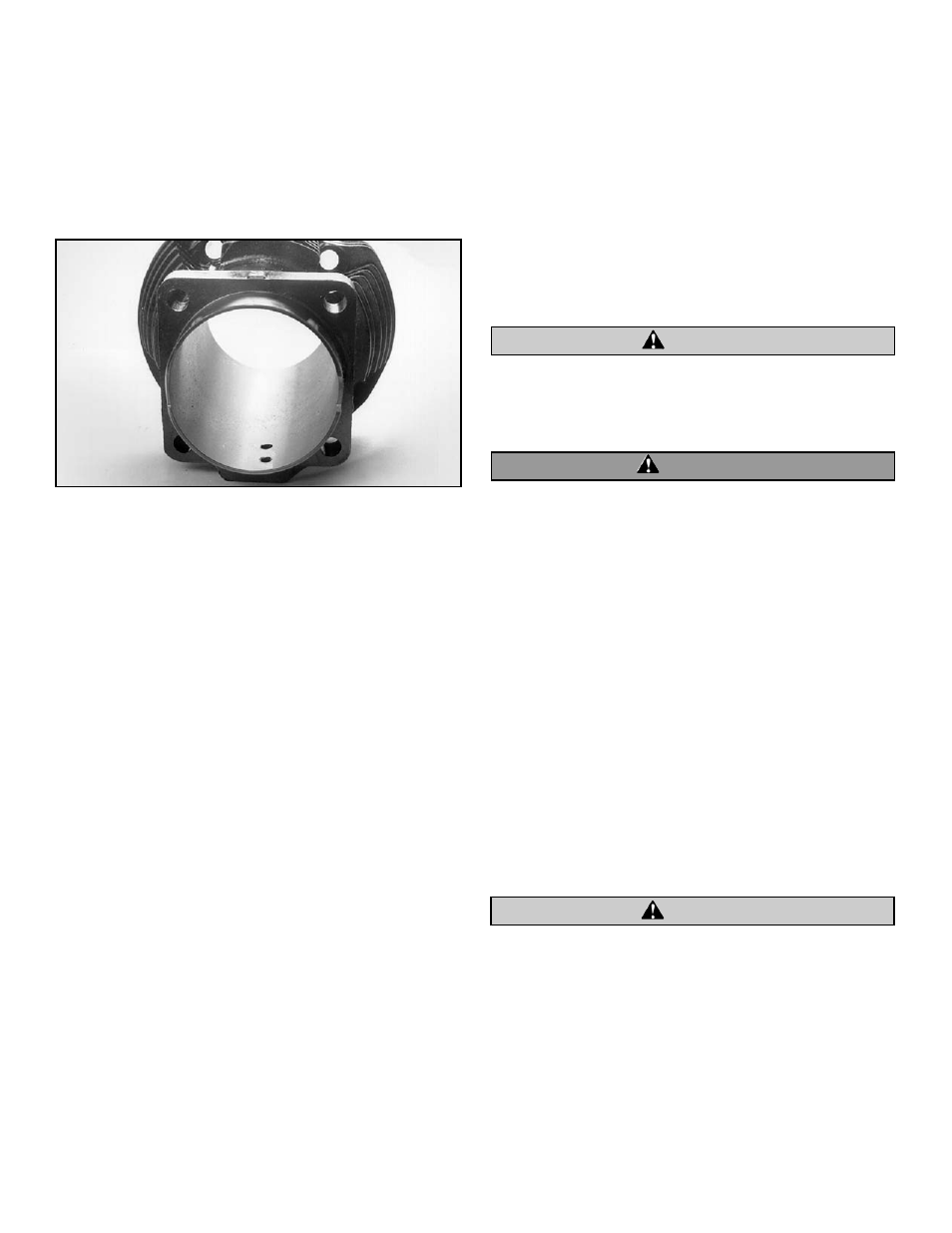
Using lower oil return hole in cylinder spigots as a
guide, drill
1
⁄
4
" diameter connecting holes in
crankcase to intercept holes drilled
5
⁄
8
" deep in
Step C. See Picture 1 & Figure 1.
NOTES:
●
If base plates are to be used, be sure they are in place.
●
Lower oil return hole in current production S&S
®
cylinders is
1
⁄
2
" on center below base gasket surface of
cylinder. This dimension allows the use of up to 5"
stroke using a
1
⁄
8
" thick base plate. Some early
production cylinders have lower oil hole located
about
5
⁄
16
" on center below gasket surface. These early
production cylinders can be used with strokes up to 4
3
⁄
4
" where base plates are not used.
G. Clean dirt, filings, etc. out of passageways.
H. Press a piece of
3
⁄
4
" long x
3
⁄
8
" O.D. steel tubing
(93-1032) provided in kit into oil return hole in
base gasket surface until tubing is flush with
surface. Ream hole slightly with drill to remove
any burrs that may exist.
NOTE: A very tight press fit with 100% seal is not critical as
tube will sufficiently divert oil flow to new hole. Loctite
®
may be applied to tube if fit seems too loose.
3.
Hone cylinders to fit pistons. If using S&S pistons refer
to S&S Piston Installation Instruction Sheet #2500 for
piston to cylinder clearance specifications. If using
other pistons, refer to manufacturer’s instructions for
clearance specifications.
NOTE: S&S recommends the use of 220 - 280 grit stones for
final honing of cylinder. A finer finish does not retain oil on
the cylinder wall as well. This may result in inadequate
piston skirt lubrication and piston scuffing.
4.
Thoroughly clean all parts before final assembly.
NOTE: Cleaning parts prior to and during assembly and
keeping parts clean after final assembly are imperative to
minimize contaminants that may circulate in oil and
shorten engine life. Many parts can be cleaned with soap
and water first. Then, reclean all internal parts and gasket
mating surfaces using high quality solvent that does not
leave any harmful residues. Be sure to read and follow
manufacturer’s instruction label before use. Use drills and
compressed air to clean all oil passageways of dirt, filings,
etc. whenever possible. During actual final assembly,
recoat all internal parts with high quality engine oil or
assembly lube such as S&S 51-9000.
Manufacturing chips, dirt and other contaminants
circulating in engine oil may possibly damage engine
components resulting in shorter engine life and
possible engine failure.
●
Some solvents, degreasers and other chemicals are
harmful to skin, eyes and other body parts. Many
items are flammable and present a fire hazard. Read
manufacturer’s instruction label for proper use. Use in
well ventilated area and wear protective clothing
when using them to avoid personal injury.
●
Compressed air and particles dislodged by
compressed air are harmful to eyes and body. Wear
protective goggles when using compressed air and
always direct air stream away from body parts such as
hands and eyes. Never direct compressed air toward
other people.
5.
Assemble engine according to stock Harley-Davidson
®
factory procedures. If installing a high performance kit
such as an S&S stroker kit follow special procedures
outlined in kit instructions.
NOTE: If using S&S base nuts, use a heavy duty
1
⁄
2
" open end
wrench like the Mac Tools CL-166KS. Other thinner
wrenches will spread and round corners of nut before
providing enough torque to adequately tighten base nut.
Insufficiently tightened cylinder base nuts may cause
base gasket leaks. If base nuts become loose enough
that cylinder is not held tightly to the crankcase,
repeated impact between crankcase and cylinder base
may cause base flange of cylinder to crack.
3
Picture 1
CAUTION
WARNING
CAUTION