S&S Cycle Torque Plate Kit for 4 3/8 Bore Cylinders User Manual
Page 3
NOTE: Install cylinder head dowels to locate top plate. The
torque plate must be centered on cylinder bore so boring
cutter or honing stones will not strike the torque plate
during operation.
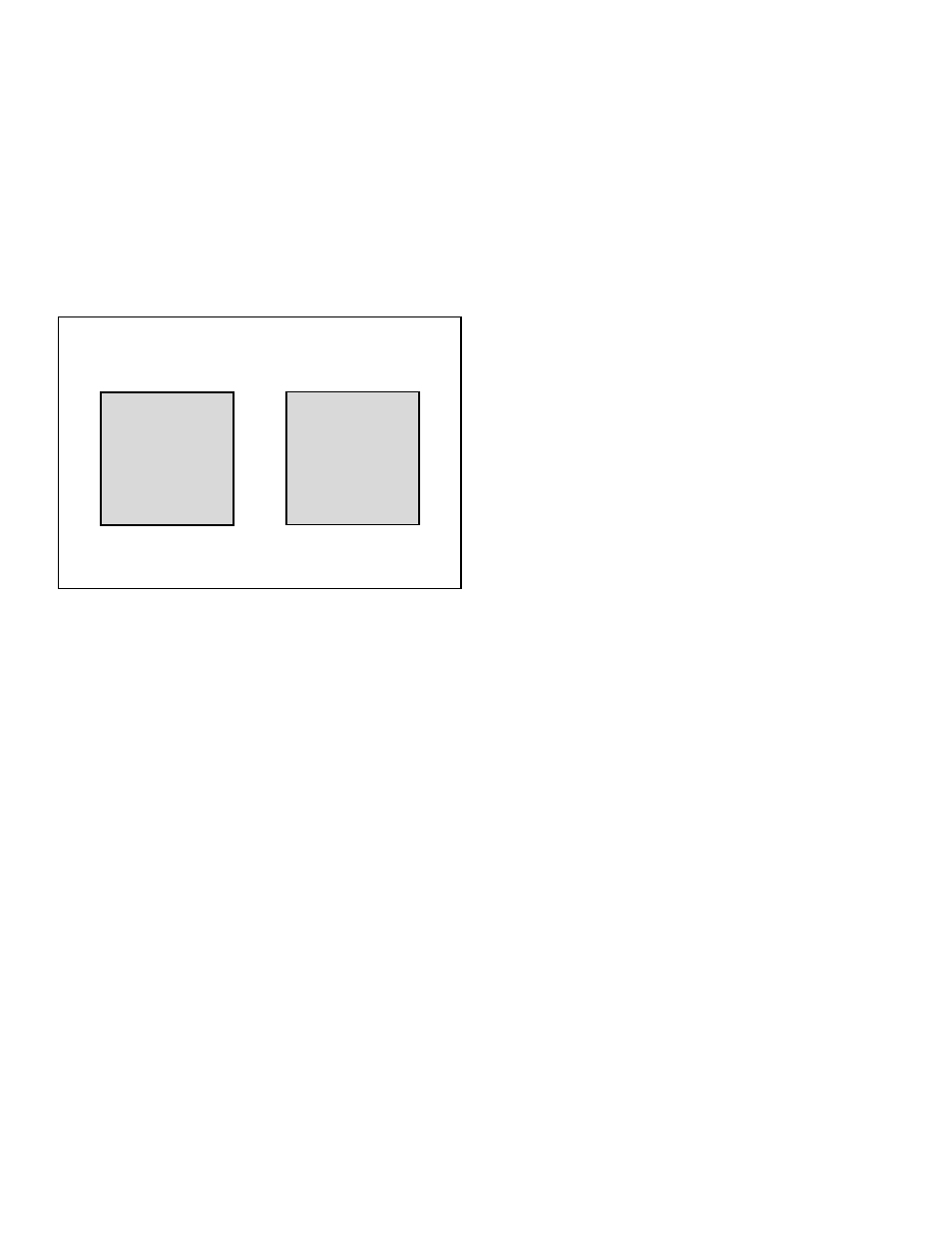
7. Torque bolts to 40 ft-lbs. in same pattern used to
install heads during engine assembly.
See Figure 1. Tighten bolts in following stages:
Stage I
10 ft-lbs.
Stage II
20 ft-lbs.
Stage III
40 ft-lbs.
B. HONING 4
3
⁄
8
" BORE CYLINDERS USING TORQUE PLATES
Honing on a horizontal hone
1. When using a horizontal style hone, care must be
taken to avoid honing bore out of round. The
cylinder must be supported so that the stones cut
evenly around the inside of the cylinder. Unless
properly supported, the combined weight of the
assembled cylinder and torque plate can cause the
stones to cut unevenly resulting in irreparable
damage to cylinder.
2. A stabilizer arm (53-0014) is supplied with the
plate set. The arm rests against the bar of a
horizontal hone, and keeps the cylinder from
rotating during the honing operation. The two
pins at one end of the bar are inserted into
matching holes in the bottom plate. For stabilizer
arm detail, See Picture 1.
3. The cylinder can be honed from either end. After
making a few strokes, stop and measure progress
with a dial bore gage. After each measurement, it
is a good practice to alternate honing from one
end then the other. This will help achieve a
straight, round bore.
4. Do not reuse the gaskets from the boring/honing
operation when assembling the engine.
Honing in a vise using a portable hand held hone.
1. A vice tab (53-0034) is supplied with the plate set.
The tab allows the lower torque plate to be held
in a vice. The tab has two pins that are inserted
into matching holes on the lower torque plate,
and it is held in place with a supplied
5
⁄
16
" x 1" bolt.
For vice tab detail,
See Picture 1.
2. The cylinder can be honed from either end. After
making a few strokes, stop and measure progress
with a dial bore gage. After each measurement, it
is a good practice to alternate honing from one
end then the other. This will help achieve a
straight, round bore.
3. Do not re-use the gaskets from the boring/honing
operation when assembling the engine.
3
Figure 1
1
2
4
3
Rear Cylinder
Camside
Driveside
2
1
3
4
Front Cylinder
S&S
®
4
1
⁄
8
" Bore Torque Sequence