Caution warning – S&S Cycle Torque Plate Kit for 4 3/8 Bore Cylinders User Manual
Page 2
INTRODUCTION
S&S
®
cylinder torque plates simulate the stress cylinders
experience when installed on an engine during honing
operations. A cylinder that has been honed between
torque plates holds to its installed dimensions better
than a cylinder honed without torque plates.
Torque plates for 4
3
⁄
8
" bore cylinders can be used with
either horizontal Sunnen
®
type hones, or portable hand
held hones.
If a vertical Sunnen
®
type hone is used, a holding
fixture will have to be fabricated. A boring
plate/honing fixture is not available from S&S for use
with 4
3
⁄
8
" bore torque plates.
KIT CONTENTS
Torque Plate Kit 53-0055 is for 4
3
⁄
8
" bore cylinders. It
includes the following parts:
Part 53-0056 (1) Head-end torque plate
Part 53-0057 (1) Base-end torque plate
Part 53-0014 (1) Torque plate stabilizer arm
Part 50-0192 (4)
7
⁄
16
" - 20 x 7" Grade 8 SHC screws
NOTES:
●
Always observe professional practices and wear
safety glasses and protective clothing when
operating machinery.
●
S&S torque plates are hardened and must not
come into contact with cutter or honing stones
during operation.
NOTE: Torque values for torque plate hardware may vary
significantly from values used to assemble engine.
Improper operation of machinery or fixtures can
damage motorcycle parts, tools and/or machinery
components.
Improper operation of machinery and associated
equipment can cause personal injury to operator and
others nearby. Contact a professional mechanic if
unsure of correct procedure.
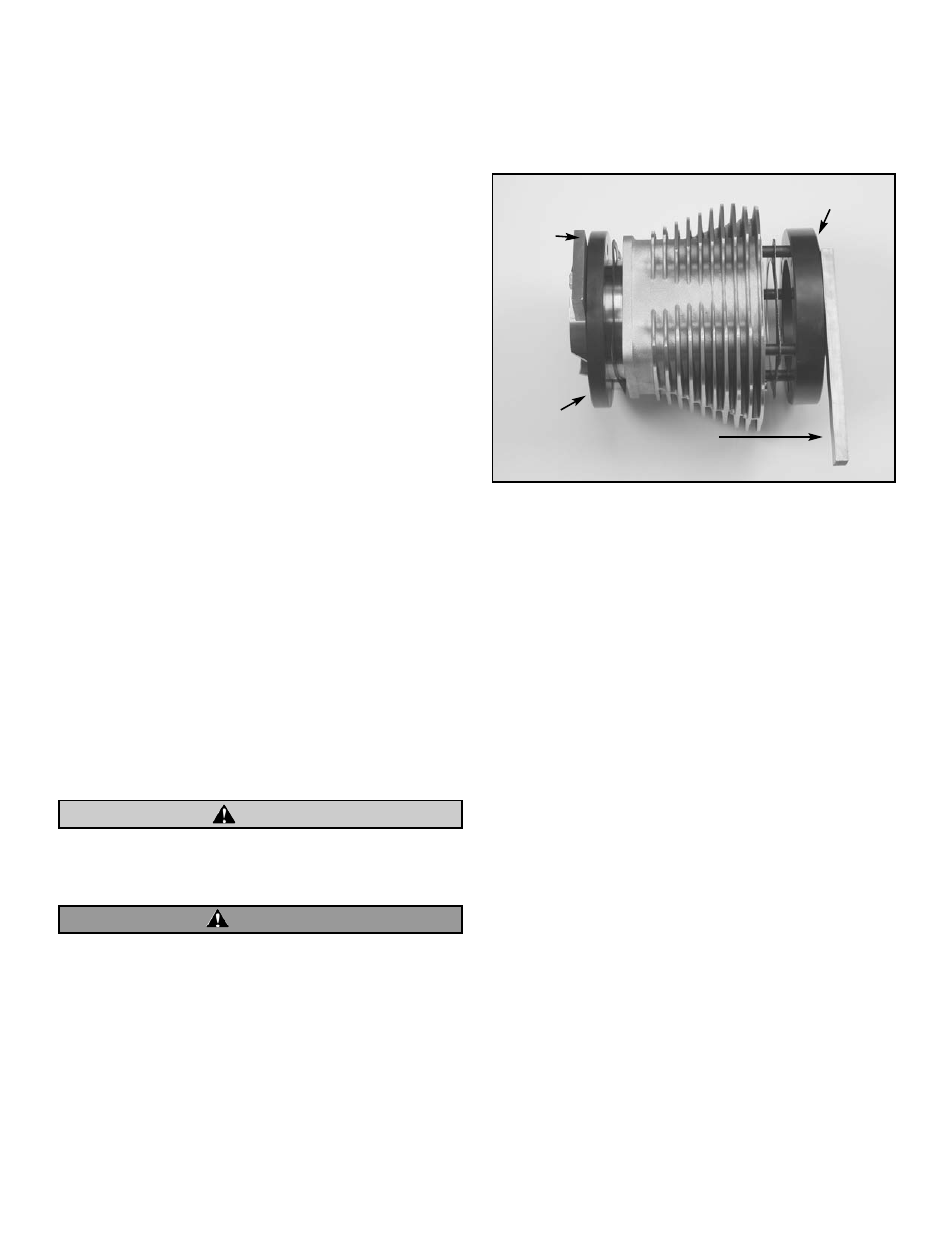
A. TORQUE PLATE INSTALLATION
The first step of any boring or honing operation is
installing and torquing the plates to the cylinder. See
Picture 1 and the following instruction.
NOTE: The front and rear stud pattern of S&S 4
3
⁄
8
" bore
engines is the mirror image of a non-symmetrical pattern.
The top and bottom torque plates can be installed with
either side facing towards the cylinder, but hole alignment
depends on whether the plate is used on a front cylinder,
or a rear cylinder. If rotating the plate around the pattern
doesn't align the holes, flip the plate over and try again.
The top plate is always used at the top, the bottom plate
is always used at the bottom.
1. Place base gasket over end of cylinder spigot.
2. Place bottom torque plate over end of
cylinder spigot.
3. Apply light coat of 20W50 motor oil to threads and
underside of heads of the four provided
7
⁄
16
"-20 x 7"
socket head bolts.
4. Insert the four
7
⁄
16
" bolts thru the holes in the top
plate. The heads of the bolts go into the
countersinks in the top plate.
5. Place a head gasket over the four
7
⁄
16
" bolts.
6. Insert the
7
⁄
16
" bolts with the gasket and top plate
thru the cylinder. The head gasket will be between
the top plate and the cylinder.
2
CAUTION
WARNING
Picture 1
Torque plates must be used with gaskets.
Vise Tab
Used for
securing
assembly
in a vise
for hand
honing.
Bottom Plate
Top Plate
Stabilizer Arm
Used to keep assembly from
turning when horizontal honing.