S&S Cycle Forged Pistons For Stock Bore And 35/8 Bore Harley-Davidson 1936-99 Big Twin And 1957- Present Sportster Models User Manual
Page 3
3. For ring kits in which section #2 above does not apply, compression
rings may be of plain cast iron type, chrome faced cast iron type,
moly faced cast type or chrome type.
a. The most common combinations are:
i. Two chrome faced cast rings
ii. One chrome faced cast ring & one plain cast ring.
iii. One moly faced cast ring & one plain cast ring.
b. Install as follows:
i. Chrome faced or moly faced ring always goes in top groove
ii. Plain cast ring usually goes in second groove. Plain cast type is
usually a reverse torsion ring distinguished by an inside diameter
bevel on one side of ring and a "dot" or oversize mark on other
side. See Figure 1 above. If two cast iron compression rings are
supplied in a set, check to see if one is reverse torsion style ring
with dot and bevel. Reverse torsion style ring always goes in
second groove with dot up if present.
c. The following rules apply to compression ring identification and
placement. Rules are listed in order of priority. In other words,
if both Rule #2 and Rule #4 apply, for example, Rule #2 will be
followed and Rule #4 ignored.
i. Chrome or moly ring goes in top groove.
ii. Cast iron regular or reverse torsion ring goes in second groove.
iii. Any identifying "pip" marks, dots or oversize marks go to top of
piston.
iv. Ring with one dot goes in top groove, ring with two dots goes in
second groove.
v. If both rings are identical and have one dot or two dots, either
ring can go in either groove.
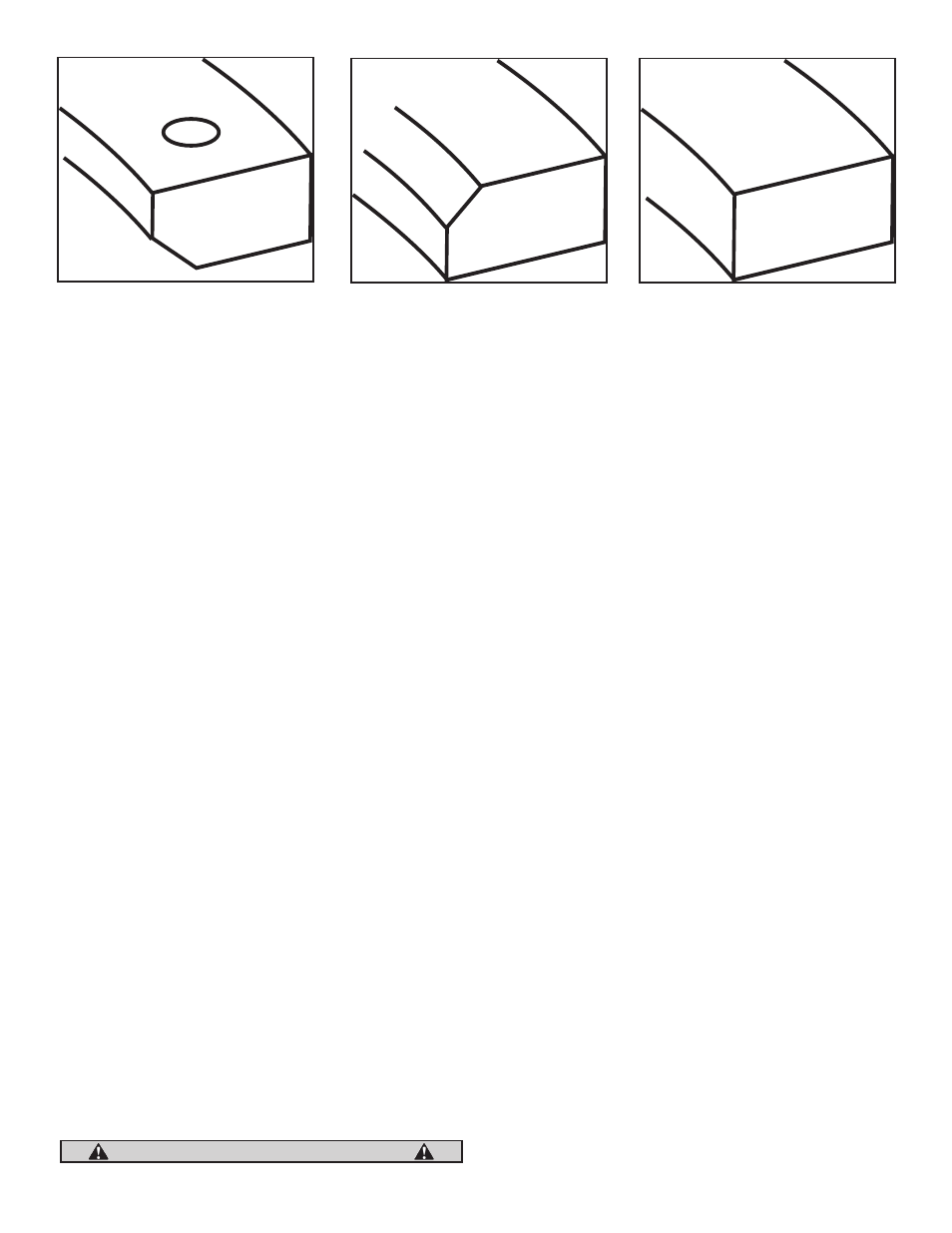
vi. If ring has dot and inside diameter bevel, dot goes to top of
piston. See Figure 1above.
vii. If ring has no dot but does have inside diameter bevel, bevel goes
to top of piston. See Figure 2 above.
viii. If ring has no dots and no bevel, it can go either way. See Figure
3 above.
4. Ring Gap Measurements
a. Compression ring end gap on big twins with 37⁄16", 31⁄2" and 35⁄8"
bore is .014" to .022".
b. End gap on all other compression rings is .016" to .024".
c. Oil ring rail end gap on big twins with 37⁄16", 31⁄2" and 35⁄8" bore is
.015" to .035".
NOTE: In certain instances, the next oversize ring set may be supplied
with pistons, for example + .060" oversize rings with +.050" pistons. In this
case end gaps must be measured and rings filed as necessary. Ends must
then be carefully deburred.
CAUTION
Failure to deburr rings may result in engine damage.
5. Install ring support rail in front piston so that the end gap is toward
the rear of the cylinder (90° from wristpin). Install ring support rail
on rear piston so that the end gap is toward front of the cylinder (90°
from wristpin).
6. Ring Gap Placement
a. Oil ring
i. Expander gap must be in center of thrust face (rear of piston), or
90° from wristpin.
ii. Bottom rail gap should be approximately 1.5" or 45° to right of
expander gap.
iii. Top rail gap should be approximately 1.5" or 45° to left of
expander gap.
NOTE: Confirm that ends of expander do not overlap during installa-
tion. Properly installed expander will appear larger than piston but will
compress when cylinder installed.
b. Top compression ring gap should be 135° or approximately 41⁄2" to
left of oil expander gap.
c. Second compression ring gap should be 135° or approximately
41⁄2" to right of oil expander gap.
*
NOTE:
Fit wristpins at .0007" to .0014.”
ENGINE BREAK-IN PROCEDURE
NOTES:
S&S® engines are designed for high performance and as such are not
as tolerant of inadequate break-in. Correct break-in will assure longer
engine life and will prevent unnecessary engine damage. Engine damage
caused by improper break-in is not covered under the S&S warranty.
If new pistons have not been installed, only steps A, B, and C are required.
If new pistons have been installed, all break in steps are required.
1. Initial start up. Run engine approximately one minute at 1250-1750
rpm. DO NOT crack throttle or subject to any loads during this
period as head gaskets are susceptible to failure at this time. During
this time check to see that oil pressure is normal, that oil is returning
to the oil tank, and that no leaks exist.
2. Shut off engine and thoroughly check for any leaks or other
problems. Let engine cool to the touch
3. After engine has cooled, start up again and allow the motor to
build some heat. Engine should be run no longer than three to
four minutes. When the cylinders become warm/hot to the touch
(approximately 150°) shut the motor down and let it cool to room
temp. Follow the same cautions as for the initial start-up, and
continue to watch for problems.
Figure 1
Figure 2
Figure 3