Duff-Norton SK6405-100 User Manual
Page 7
11. Install hex cap screw (28), washer (30) and Belleville
washers (29) into ID of translating tube (32) (use 3/4 hex
socket with extra long extension).
12. With hex cap screw (28) threads extending out of
translating tube (32)end, apply a generous coat of Exxon
Ronnex Extra Duty #1 grease to thrust washer (30) and
assemble thrust washer (30), Belleville washers (29) on
hex cap screw (28). (See figure 4-1 for proper installation
of washers.)
13. Assemble lock nut (33) on hex cap screw (28), torque
lock nut (33) down to 30 in./lbs.
14. Assemble clevis (35) on hex cap screw (28). Drill 1/8
hole thru clevis end and hex hex cap screw (28) and lock
in place with pin (3 4) (see figure 4-1). Note: Set slip
torque at final assembly for desired slip load.
15. Assemble nut (27) on screw (25). (Flange of nut (27)
towards turned end of screw (25).)
16. Install stop pin (26) into screw (25) taking care to cen-
ter pin.
17. Fill translating tube (32) approximately half full with
Exxon Ronnex Extra Duty #1 grease.
18. Assemble nut (27) into translating tube (32) (align
holes in translating tube with holes in nut). Install pins (31)
(pins should be 1/32 inch above OD of tube). New pins
should be used.
19. Assemble washer (21) on screw (25).
20. Assemble bearing (20) on gear (19) and assemble on
screw (25) and install pin (18) (pin should be centered
when assembled). Take care not to damage gear teeth.
21. Clamp housing (13) in vice (use soft jaws gear cavity
up.) Fill cavity approximately to centerline of pinion (12)
with Exxon Ronnex Extra Duty #1 grease.
22. Assemble translating tube (32), bearing (20) and gear
(19) assembly into housing (13) taking care not to damage
gear (19) teeth. (Rotate pinion (12) while assembling to be
sure of proper mesh of gear (19) teeth and pinion (12)
thread).
23. Grease OD of translating tube (32) with Exxon Ronnex
Extra Duty #1.
24. With translating tube (32) extended approximately 3-
1/2” to 4” from washer (21), assemble outer tube (22) on
translating tube (32) and thread outer tube (22) into hous-
ing (13), against bearing (20) (torque in place at 40 foot
pounds plus or minus 10 foot pounds).
25. Spot drill outer tube (22) thru set screw (17) hole (use
drill slightly smaller than ID of thread). Remove chips and
install set screw (17) and lock in place against outer tube
(22).
26. A. A.C. Unit
I. Align keyway in ball housing (6), and coupling
(5) flats with key in motor adaptor (9) and flats of
pinion (13), assemble motor (3) on motor adaptor
(9) and secure in place with socket head cap
screws (1) and lock washers (2).
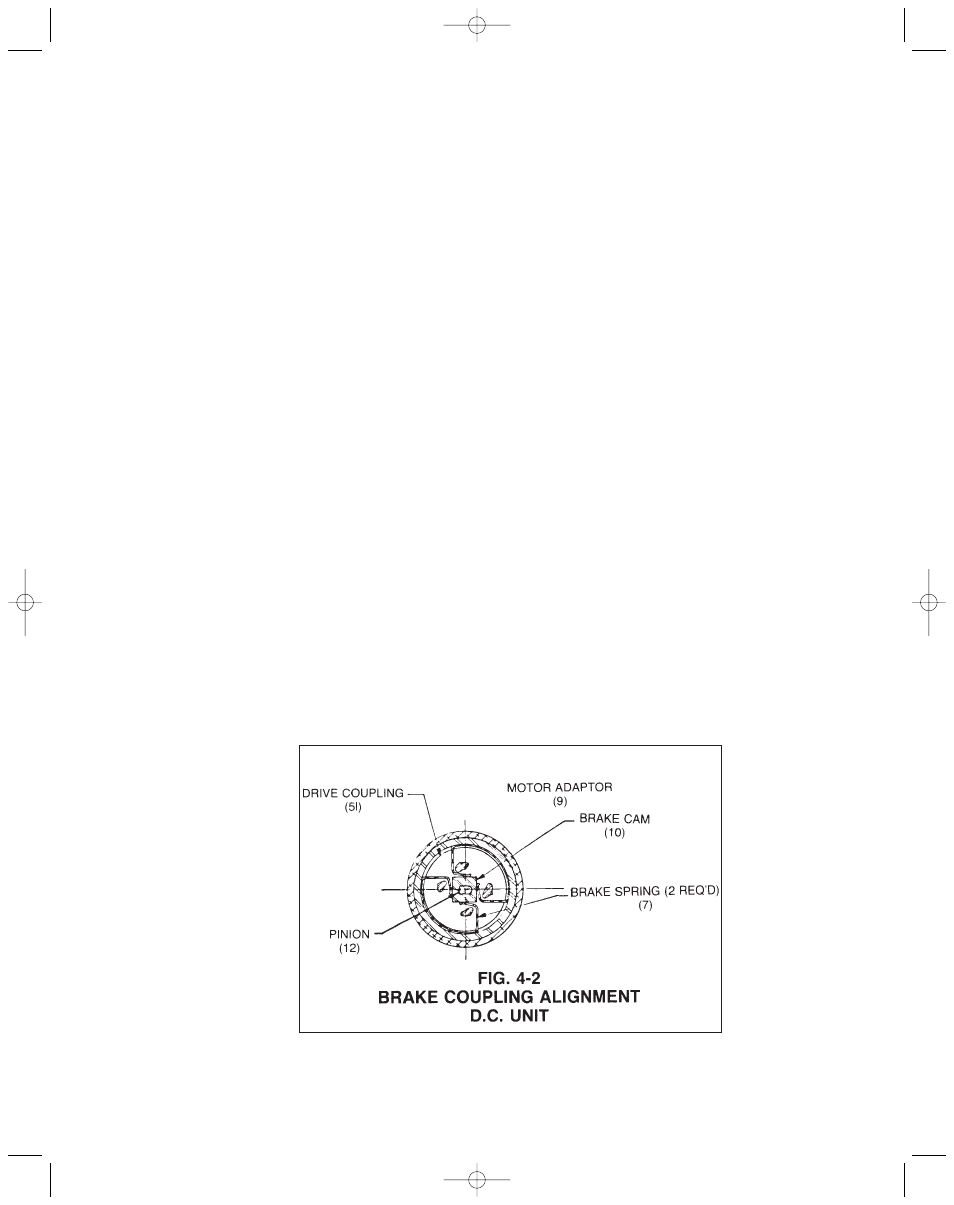
B. D.C. Unit
I. Assemble brake cam (6) on pinion (12).
II. Install brake spring (7) into motor adaptor
(9) (see figure 4-2).
III. Taking care that motor (3) end bells do not
separate from motor (3) shell, align drive cou-
pling (5) pins as shown in figure 4-2 and assem-
ble motor (3) to motor adaptor (9) holding in
place with screws (1).
ASSEMBLY IS COMPLETE.
6405-100 10/10/06 11:50 AM Page 7