Fonctionnement, Soudage gmaw (mig), Soudage fcaw (innershield) – Lincoln Electric IM724 SP-135T User Manual
Page 19: Protection contre les sur- charges
B-6
FONCTIONNEMENT
B-6
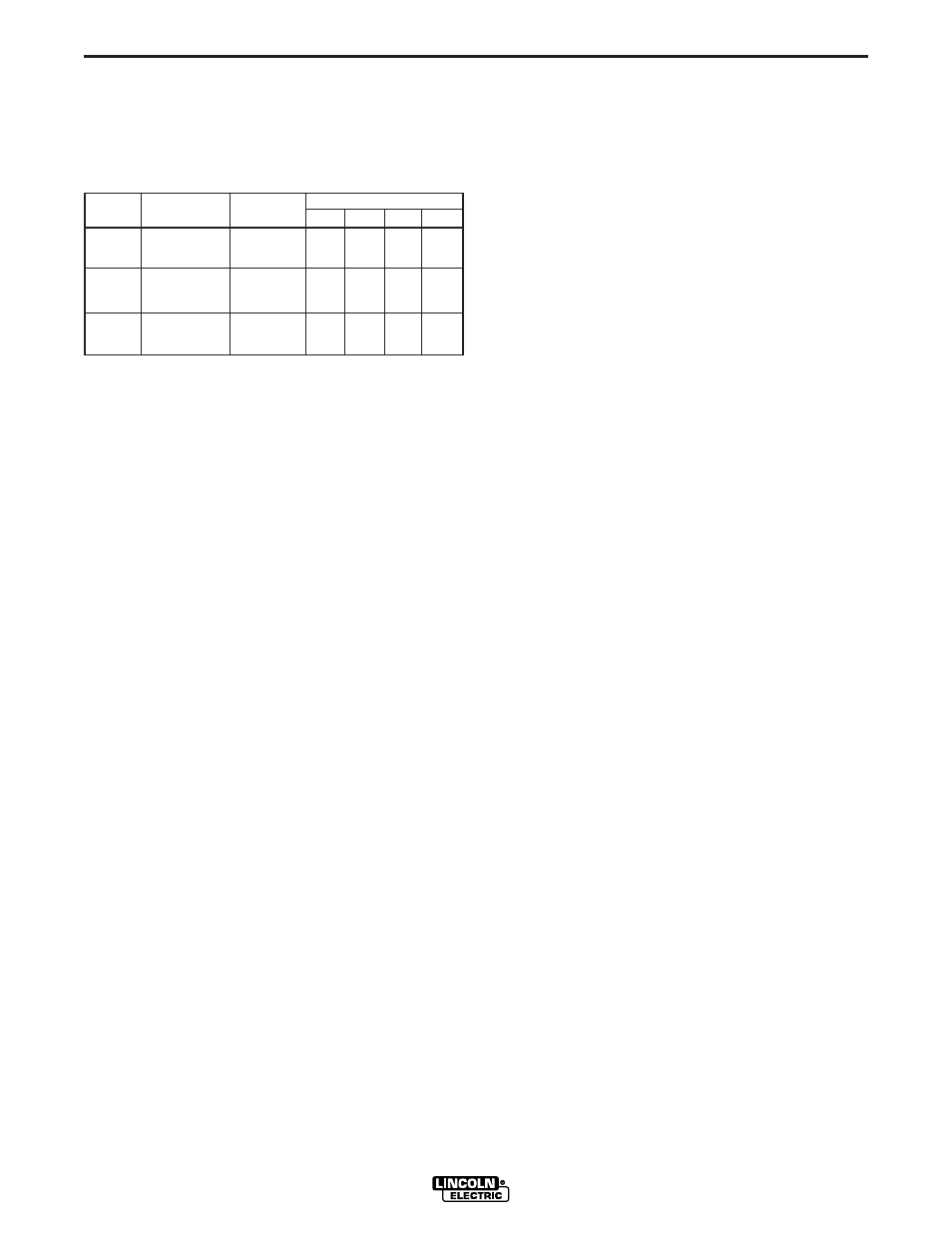
La SP-135T convient pour le fil en aluminium de 0,035
po et en acier inoxydable de 0,023 à 0,035 po. Voir le
tableau B.1 pour les réglages recommandés.
(Nécessite l’ensemble détendeur pour argon K499).
TABLEAU B.1
MODIFICATION DE LA MACHINE
POUR DÉVIDER D'AUTRES
DIAMÈTRES DE FIL
À sa sortie d'usine, la SP-135T est prête à dévider du
fil de 0,023 à 0,025 po (0,6 mm) de diamètre. Pour
utiliser la SP-135T avec d'autres diamètres de fil, il est
nécessaire de remplacer le tube contact et le galet
d'entraînement. Voir la section ENTRETIEN qui
donne les méthodes de configuration et de remplace-
ment des pièces.
SOUDAGE GMAW (MIG)
Gaz de protection
Quand on utilise le procédé GMAW, se procurer et
installer un nécessaire détendeur et tuyau, K463 (pour
le CO2) ou K499 (mélange d'argon).
1. Ouvrir très lentement le robinet de la bouteille de
CO2. Ouvrir lentement, d’une fraction de tour, le
robinet de la bouteille du mélange d'argon.
Quand l'aiguille du manomètre de la bouteille s'im-
mobilise, ouvrir le robinet à fond.
2. Si l'on utilise un détendeur avec débitmètre
réglable, fermer la gâchette du pistolet et régler le
débit à 15-20 pi3/h (7-10 L/min). [Utiliser un débit
de 20 à 25 pi3/h (10-12 L/min) quand on soude
hors position ou dans un endroit exposé aux
courants d'air]. Dans le cas du mélange d’argon,
appuyer sur la gâchette pour faire baisser la pres-
sion et régler le débit pour obtenir 25-30 pi3/h (12-
14 L/min).
3. Laisser le robinet de la bouteille fermé, sauf quand
on utilise la SP-135T. Quand on a fini de souder:
a) Fermer le robinet de la bouteille pour arrêter l'é
coulement de gaz.
b) Appuyer rapidement sur la gâchette du pistolet
pour évacuer la pression dans le tuyau de gaz.
c) Arrêter («O») la SP-135T.
SOUDAGE FCAW (Innershield)
Quand on utilise le procédé FCAW, on doit utiliser le
bon galet d'entraînement et la bonne polarité de l'élec-
trode. Voir «Installation du câble de retour» dans la
section INSTALLATION pour changer de polarité.
Le nécessaire de soudage Innershield K549-1 (pour fil
de 0,035 po/0,9 mm) est également livrable.
PROTECTION CONTRE LES SUR-
CHARGES
Surcharge de la sortie
La SP-135T est équipée d'un disjoncteur et d’un ther-
mostat qui protègent la machine contre les dommages
en cas de dépassement de la sortie nominale. Le
bouton du disjoncteur sort quand il se déclenche. On
doit le réenclencher manuellement.
Protection thermique
La SP-135T a un facteur de marche nominal de 20 %.
Si le facteur de marche est dépassé, un protecteur
thermique coupe la sortie jusqu'à ce que la machine
se refroidisse à une température de fonctionnement
normale. C'est une fonction automatique de la SP-
135T et elle ne nécessite pas l'intervention de l'utilisa-
teur. Le ventilateur continue à tourner pendant le
refroidissement.
Protection électronique du moteur d'entraînement
du fil
La SP-135T a une protection intégrée en cas de sur-
charge du moteur d'entraînement du fil.
SP-135T
Gaz de
Tension/vitesse de dévidage
Procédé Fil de soudage
protection
16 ga
14 ga
12 ga
10 ga
MIG DC+
Fil Al 4043
100% Argon
B-5
D-7
D-9
D-9
0,035 po Ø
MIG DC+
Fil Al 5356
100% Argon
B-5
C-7
D-9
D-10
0,035 po Ø
MIG DC+
Fil inox 308L
98% Argon/
A-3
C-6
D-7.5
D-7.5
0,030 po Ø
2% Oxygène