Operation, B-4 welding process – Lincoln Electric IM879 RANGER GXT User Manual
Page 20
B-4
OPERATION
B-4
WELDING PROCESS
For any electrodes the procedures should be kept
within the rating of the machine. For electrode infor-
mation see the appropriate Lincoln publication.
STICK (CONSTANT CURRENT) WELDING
Connect welding cables to the "TO WORK
”
and
"ELECTRODE
”
studs. Start the engine. Set the
"Polarity
”
switch to the desired polarity. The
“
RANGE
”
switch markings indicate the maximum current for that
range as well as the typical electrode size for that
range. The
“
OUTPUT
”
Control provides fine adjust-
ment of the welding current within the select range.
For maximum output within a selected range set the
“
OUTPUT
”
Control at 10. For minimum output within a
selected range set the
“
OUTPUT
”
Control at 5. (
“
OUT-
PUT
”
Control settings below 5 may reduce arc stabili-
ty) For best overall welding performance set the
“
RANGE
”
Switch to the lowest setting and the OUT-
PUT
”
Control near the maximum to achieve the
desired welding current.
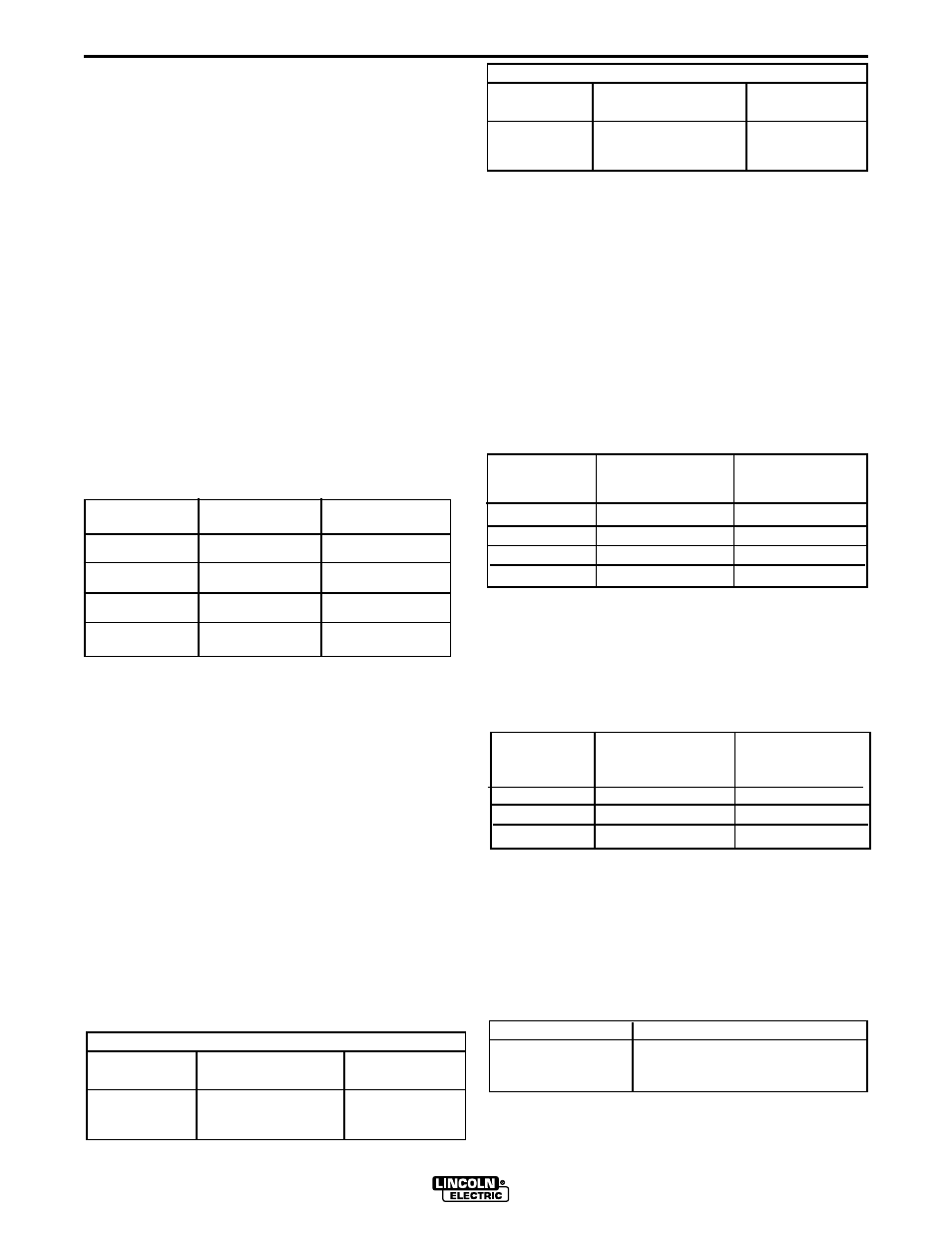
RANGE SETTING
TYPICAL
CURRENT RANGE
ELECTRODE SIZE
The RANGER GXT can be used with a broad range of
AC and DC stick electrodes. See
“
Welding Tips 1
”
included with the RANGER GXT for electrodes within
the rating of this unit and recommended welding cur-
rents of each.
TIG (CONSTANT CURRENT) WELDING
The Ranger GXT can be used in a wide variety of AC and DC
Tungsten Inert Gas (TIG) welding applications for AC TIG
Welding up to 200 amps and DC TIG welding up to 250 amps.
The K930 [ ] TIG Module installed on a Ranger GXT provides
high frequency and shielding gas control for AC and DC GTAW
(TIG) welding processes. The TIG Module allows full range out-
put control.
When using the Ranger GXT for AC TIG welding of aluminum
the following settings and electrodes are recommended:
For AC TIG Welding, the maximum TIG Welding out-
put currents on each range setting will be approxi-
mately 50% higher than those marked on the name-
plate. This is due to the special nature of the AC TIG
welding arc. Do not AC TIG weld on the 250 Amp set-
ting. The output may exceed the rating of the Ranger
GXT.
WIRE FEED WELDING PROCESSES
(CONSTANT VOLTAGE)
The Innershield
®
electrode recommended for use with
the RANGER GXT is NR
®
-211-MP. The electrode
sizes and welding ranges that can be used with the
RANGER GXT are shown in the following table:
The RANGER GXT is recommended for limited
“
MIG
”
welding (GMAW - gas metal arc welding). The recom-
mended electrodes are .030
”
and .035
”
L-50 and L-56.
They must be used with a blended shielding gas such
as C25 (75% Argon - 25% CO
2
). The welding ranges
that can be used with the RANGER GXT are shown in
the following table:
ARC GOUGING
The RANGER GXT can be used for limited arc goug-
ing.
Set the Range switch to adjust output current to the
desired level for the gouging electrode being used
according to the ratings in the following table:
RANGER GXT
Diameter Wire Speed Approximate
(in.) Range In./Min. Current Range
.035
80 - 110
75A to 120A
.045
70 - 130
120A to 170A
.068
40 - 90
125A to 210A
5/64
50 - 75
180A to 235A
Diameter Wire Speed Approximate
(in.) Range In./Min. Current Range
.030
75 - 300
50A to 130A
.035
100 - 250
80A to 175A
.045
125 - 200
145A to 200A
SETTINGS FOR PURE TUNGSTEN
TUNGSTEN RANGE SWITCH
APPROXIMATE
DIAMETER (in.) SETTINGS CURRENT RANGE
1/8 80 or 130 100 - 300 Amps
3/32 80 45 - 140 Amps
1/16 80
45 - 100 Amps
SETTINGS FOR 1% THORIATED TUNGSTEN
TUNGSTEN RANGE SWITCH
APPROXIMATE
DIAMETER (in.) SETTINGS CURRENT RANGE
1/8 80, 130, or 180 80 - 225 Amps
3/32 80 or 130 50 - 180 Amps
1/16 80 45 - 120 Amps
ELECTRODE SETTING CURRENT RANGE (DC, electrode positive)
1/8 30 - 60 Amps
5/32 90 - 150 Amps
3/16 150 - 250 Amps
80 MAX.
130 MAX.
180 MAX.
250 MAX.
3/32
1/8
5/32
3/16
50 TO 80 AMPS
70 TO 130 AMPS
110 TO 180 AMPS
160 TO 250 AMPS