Operacion – Lincoln Electric IM528 TIG Module User Manual
Page 39
OPERACION
–
28
–
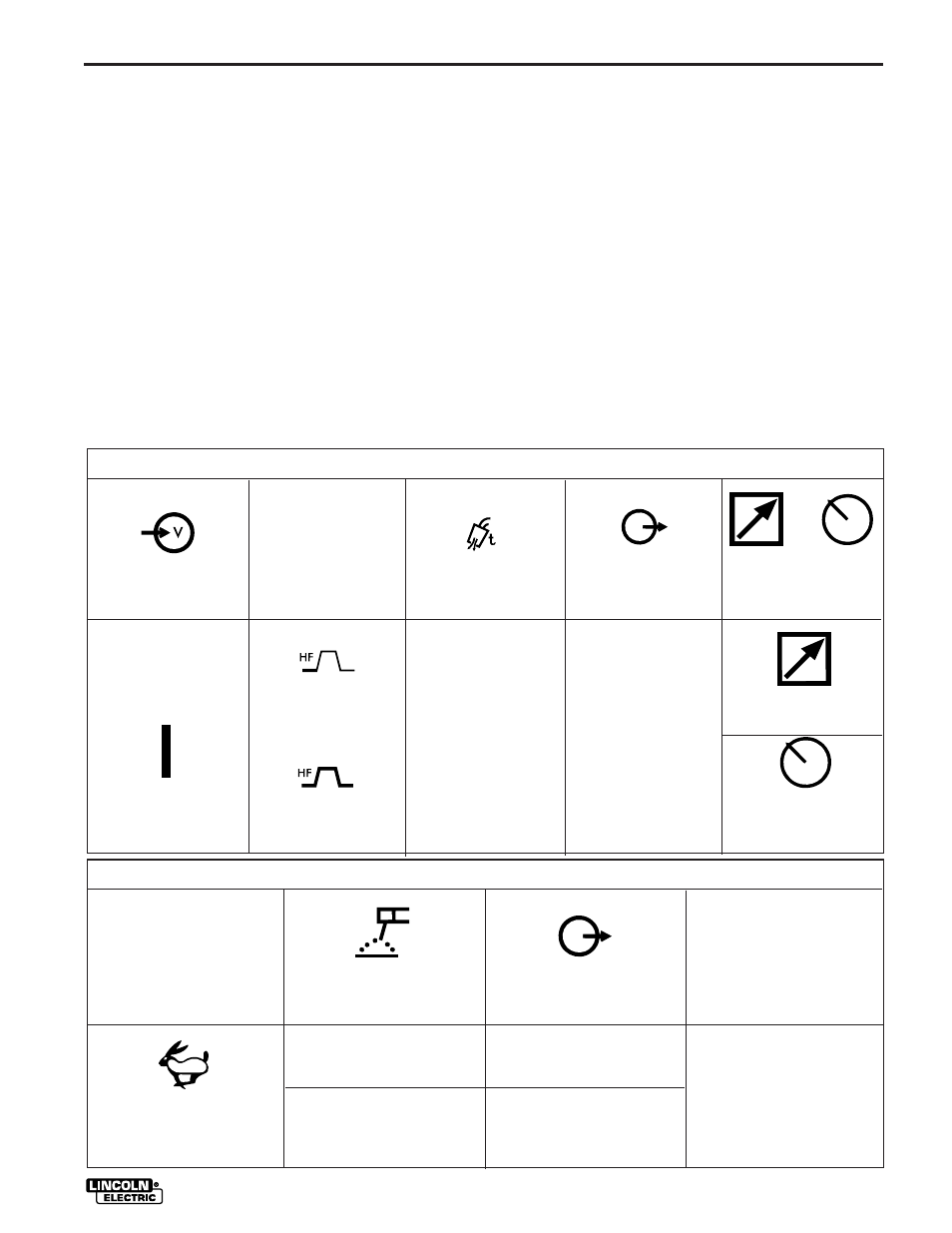
TABLA 12: AJUSTES K930-[ ] / RANGER 10-LX O RANGER 300 DLX
AJUSTES K930-[ ]
ENERGIA
ALTA FRECUENCIA
POSTFLUJO
CONTROL DE
CORRIENTE
INTERRUPTOR DE
CONTROL DE
CORRIENTE
ENCENDIDO
ARRANQUE
- O -
CONTINUO
AJUSTE A
5 - 55 SEGUNDOS
AJUSTE A
0-10
REMOTO (CON
AMPTROL)
LOCAL (CON UN
INTERRUPTOR DE
INICIO DE ARCO)
2
A
AJUSTES RANGER 10-LX
INTERRUPTOR DEL
GOBERNADOR
POLARIDAD
VARILLA/TIG
RANGO
INTERRUPTOR DE
CONTROL DE SALIDA
ALTO
CD-
CA
SELECCIONE
45 - 250
SELECCIONE
45-160
CONTROL DE SALIDA
REMOTO
OPERACION DE LA RANGER 10-LX /
RANGER 300DLX
La tabla (Tabla 12) muestra las posiciones recomendadas de
los puntos variables para la combinación Módulo TIG / Ranger
10-LX o la combinación Módulo TIG / Ranger 300DLX.
Asegúrense que todas las conexiones estén apretadas antes
de seguir.
Maneje la Ranger 10-LX o la Ranger 300DLX según el Manual
de operación correcto.
Noten que para la soldadura AC TIG las corrientes de
producción de soldadura TIG máxima en cada alcance serán
más o menos 50 % más altas que las mencionadas en la placa
de identificación. Eso se debe a la naturaleza especial del arco
de soldadura. No realice soldadura TIG en el alcance de 200 a
250 amperios. La corriente de producción podría rebasar el
valor de clasificación de la Ranger 10-LX o de la Ranger
300DLX
Ya que su Ranger 10-LX /Ranger 300DLX tienen un control de
corriente remoto vea el Dibujo 9 que describe el uso correcto
del Control de Corriente, del Módulo TIG, del interruptor de
arranque del arco y de los controles de amperaje.
Desde el momento que el Módulo TIG y la Ranger 10-LX o la
Ranger 300DLX han sido instalados correctamente, la
soldadura es muy fácil. Coloque el soplete en posición, baje su
casco y apriete el interruptor de arranque de arco o el control
de amperaje. El contacto de la fuente de energía (o el contacto
(opcional) del Módulo TIG) se cerrará y el gas fluirá durante el
tiempo de flujo preliminar de medio segundo y la alta frecuencia
se prenderá. El arco pegará y la soldadura podrá empezar. Al
final de la soldadura, suelte sencillamente el interruptor de
arranque del arco o el control de amperaje y el contacto se
abrirá y apagará el arco. El tiempo de flujo posterior empezará
enfriando el soplete y protegiendo el tungsteno.
Si empieza otra soldadura durante el tiempo de flujo posterior
no habrá retraso por flujo preliminar. El contacto se cerrará y la
alta frecuencia se prenderá inmediatamente, desde el momento
que se apriete el interruptor de arranque del arco o el Amptrol.
HF
TIG MODULE