Welding with gmaw (mig), Operation, Soldadura con gmaw (mig) – Lincoln Electric IMt783 MIG-PAK 10 User Manual
Page 27: Operación fonctionnement
27
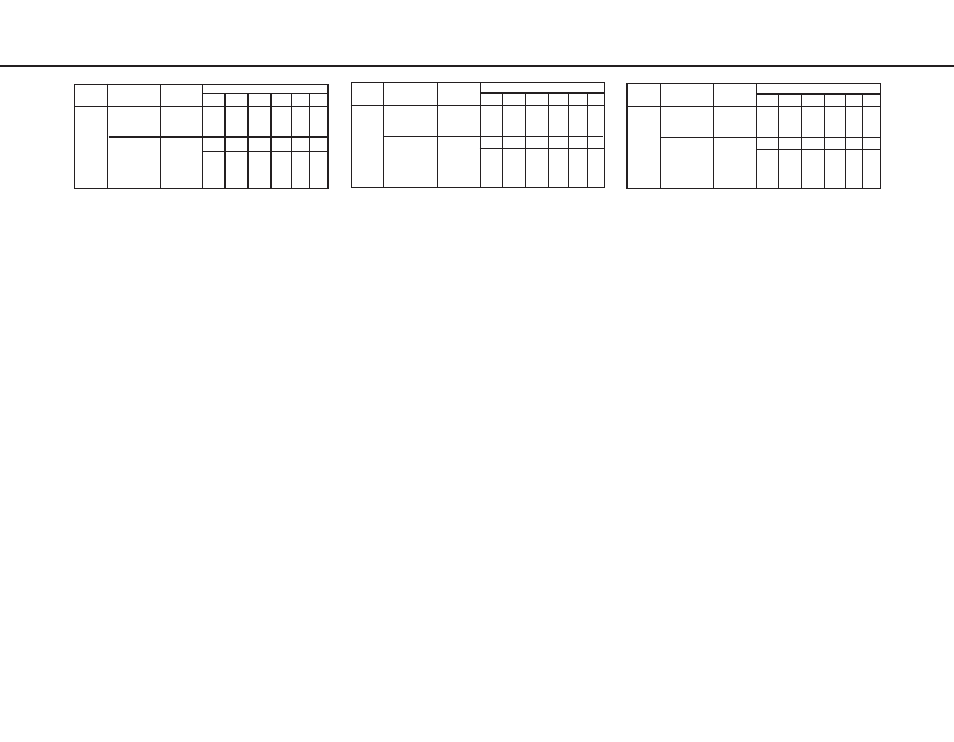
TABLE 1
Shielding Voltage/Wire Speed
Process Welding Wire Gas 22 ga 16 ga 12 ga 1/8” 3/16” 1/4”
.035 Dia(0.9mm 100% Argon A-4.5 C-8.5 D-10 NR* NR* NR*
4043 Aluminum
Wire
MIG DC+
16 ga 14 ga 12 ga 10 ga
.030 Dia 98% Argon/ A-3 C-6 D-7.5 D-7.5
308L Stainless 2% Oxygen
Steel Wire
*NR-Not Recommended
CHANGING MACHINE OVER TO FEED
OTHER WIRE SIZES
The MIG PAK 10 is shipped from the factory ready to feed
0.023” -.025" (0.6 mm) diameter wire. To operate the MIG
PAK 10 with other sizes of wire, it may be necessary to
change the contact tip and change the drive roll over to other
sizes. Refer to Changing the Contact Tip and Changing the
Drive Roll, in the MAINTENANCE section, for specific infor-
mation on these procedures.
WELDING WITH GMAW (MIG)
Shielding Gas
When using the GMAW process, install a gas regulator and
hose kit.
1.
For CO2, open the cylinder very slowly. For argon-
mixed gas, open cylinder valve slowly a fraction of a
turn. When the cylinder pressure gauge pointer stops
moving, open the valve fully.
2.
If using a regulator with an adjustable flow meter, close
the gun trigger and adjust the flow to give 15 – 20 cubic
ft per hour (CFH) (7 – 10 I/min) [use 20 – 25 CFH (10 –
12 I/min) when welding out of position or in a drafty loca-
tion for CO2]. For argon mixed gas, trigger to release
gas pressure, and adjust the flow to give 25 – 30 CFH
(12 – 14 I/min).
3.
Keep the cylinder valve closed, except when using the
MIG PAK 10. When finished welding:
a) Close the cylinder valve to stop gas flow.
b) Depress the gun trigger briefly to release the pres-
sure in the gas hose.
c) Turn off the MIG PAK 10.
OPERATION
TABLA 1
El blindar Velocidad De Voltage/Wire
Proceso
Alambre De la Soldadura
Gas 22 ga 16 ga 12 ga 1/8” 3/16” 1/4”
.035 Dia(0.9mm 100% Argon A-4.5 C-8.5 D-10 NR NR NR
4043 Aluminum
Wire
MIG DC+
16 ga 14 ga 12 ga 10 ga
.030 Dia 98% Argon/ A-3 C-6 D-7.5 D-7.5
308L Stainless 2% Oxygen
Steel Wire
* NR-Not Recomendó
CÓMO CAMBIAR LA MÁQUINA PARA
ALIMENTAR OTROS TAMAÑOS DE
ALAMBRE
De fábrica, la MIG PAK 10 viene lista para alimentar alambre
de 0.6 mm (0.023”-.025") de diámetro. Para operar la MIG
PAK 10 con otros tamaños de alambre, podria ser necesario
cambiar la punta de contacto y el rodillo impulsor para otros
tamaños. Consulte la sección "Cómo cambiara la punta de
contacto" y "Cómo cambiar el rodillo impulsor", en la sección
de MANTENIMIENTO para conocer información más
específica sobre estos procedimientos.
SOLDADURA CON GMAW (MIG)
Gas Protector
Al utilizar el proceso GMAW, instale un juego de regulador
de gas y manguera.
1.
Para CO2, abra el cilindro muy lentamente. Para gas
mezclado con Argón, abra la válvula del cilindro una
fracción de giro. Cuando la válvula de presión del
cilindro no indique ningún movimiento ábrala por
completo.
2.
Si se utiliza un regulador con un medidor de flujo
ajustable, cierre el gatillo de la antorcha y ajuste el flujo
para dar de 15 – 20 pies cúbicos por hora (CFH) (7 – 10
I/min) [uso 20 – 25 CFH (10 – 12 I/min) al soldar fuera
de posición o en una ubicación expuesta a corrientes de
aire para CO2]. Para argón mezclado con gas, apriete
el gatillo para liberar la presión de gas, y ajuste el flujo
hasta obtener de 25 – 30 CFH (12 – 14 I/min).
3.
KMantenga la válvula del cilindro cerrada, excepto
cuando se utilice la MIG PAK 10. Al terminar la
soldadura:
a) Cierre la v b) Oprima el gatillo de la pistola momentaneamente para liberar la presi\n en la manguera de gas. c) Apague la MIG PAK 10. OPERACIÓN FONCTIONNEMENT TABLE 1 Armature Vitesse De Voltage/Wire Processus Fil De Soudure Gaz 22 ga 16 ga 12 ga 1/8” 3/16” 1/4” .035 Dia(0.9mm 100% Argon A-4.5 C-8.5 D-10 NR NR NR 4043 Aluminum MIG DC+ 16 ga 14 ga 12 ga 10 ga .030 Dia 98% Argon/ A-3 C-6 D-7.5 D-7.5 308L Stainless 2% Oxygen Steel Wire *NR-Not A recommandé MODIFICATION DE LA MACHINE POUR À sa sortie d'usine, la MIG PAK 10 est prête à dévider du fil SOUDAGE GMAW (MIG) Gaz de protection Quand on utilise le procédé GMAW, installer un nécessaire 1. Ouvrir le robinet de la bouteille de CO2 très lentement. Ouvrir le robinet de la bouteille du mélange d'argon lente- 2. Si l'on utilise un détendeur avec débitmètre réglable, fer- mer la gâchette du pistolet et régler le débit à 15-20 pi3/h 3. Laisser le robinet de la bouteille fermé, sauf quand on utilise la MIG PAK 10. Quand on a fini de souder : a) Fermer le robinet de la bouteille pour arrêter l'écoule- ment de gaz. b) Appuyer rapidement sur la gâchette du pistolet pour évacuer la pression dans le tuyau de gaz. c) Arrêter («O») la MIG PAK 10.
Wire
DÉVIDER D'AUTRES DIAMÈTRES DE FIL
de 0,023 à 0,025 po (0,6 mm) de diamètre. Pour utiliser la
MIG PAK 10 avec d'autres diamètres de fil, il est peut être
nécessaire de remplacer le tube contact et le galet d'en-
traînement pour d'autres diamètres. Voir «Remplacement du
tube contact» et «Remplacement du galet d'entraînement»
dans la section ENTRETIEN qui donnent des informations
relatives à ces étapes.
détendeur et tuyau.
ment, d'une fraction de tour. Quand l'aiguille du
manomètre de la bouteille s'immobilise, ouvrir le robinet à
fond.
(7-10 L/min). [Utiliser un débit de 20 à 25 pi3/h (10-12
L/min) quand on soude hors position ou dans un endroit
exposé aux courants d'air pour le CO2]. Dans le cas du
mélange d'argon, appuyer sur la gâchette pour évacuer la
pression et régler la débit à 25-30 pi3/h (12-14 L/min).