Operacion, Operacion de la soldadora – Lincoln Electric IM644 Commander 500 User Manual
Page 24
B-7
OPERACION
B-7
PERIODO DE ASENTAMIENTO
El motor utilizado para suministrar energía a su soldadora
es un motor de trabajo duro industrial. Este está diseñado y
construido para uso rudo. Es muy normal que cualquier
motor utilice cantidades pequeñas de aceite hasta que se
asiente. Verifique el nivel de aceite dos veces al día durante
el periodo de asentamiento (alrededor de 200 horas de
funcionamiento).
IMPORTANTE
CON EL OBJETIVO DE LOGRAR ESTE
ASENTAMIENTO, LA UNIDAD DEBE SUJETARSE
A CARGAS PESADAS DENTRO DE LA
CAPACIDAD NOMINAL DE LA MAQUINA. EVITE
LOS PERIODOS DE OPERACION LARGOS EN
BAJA.
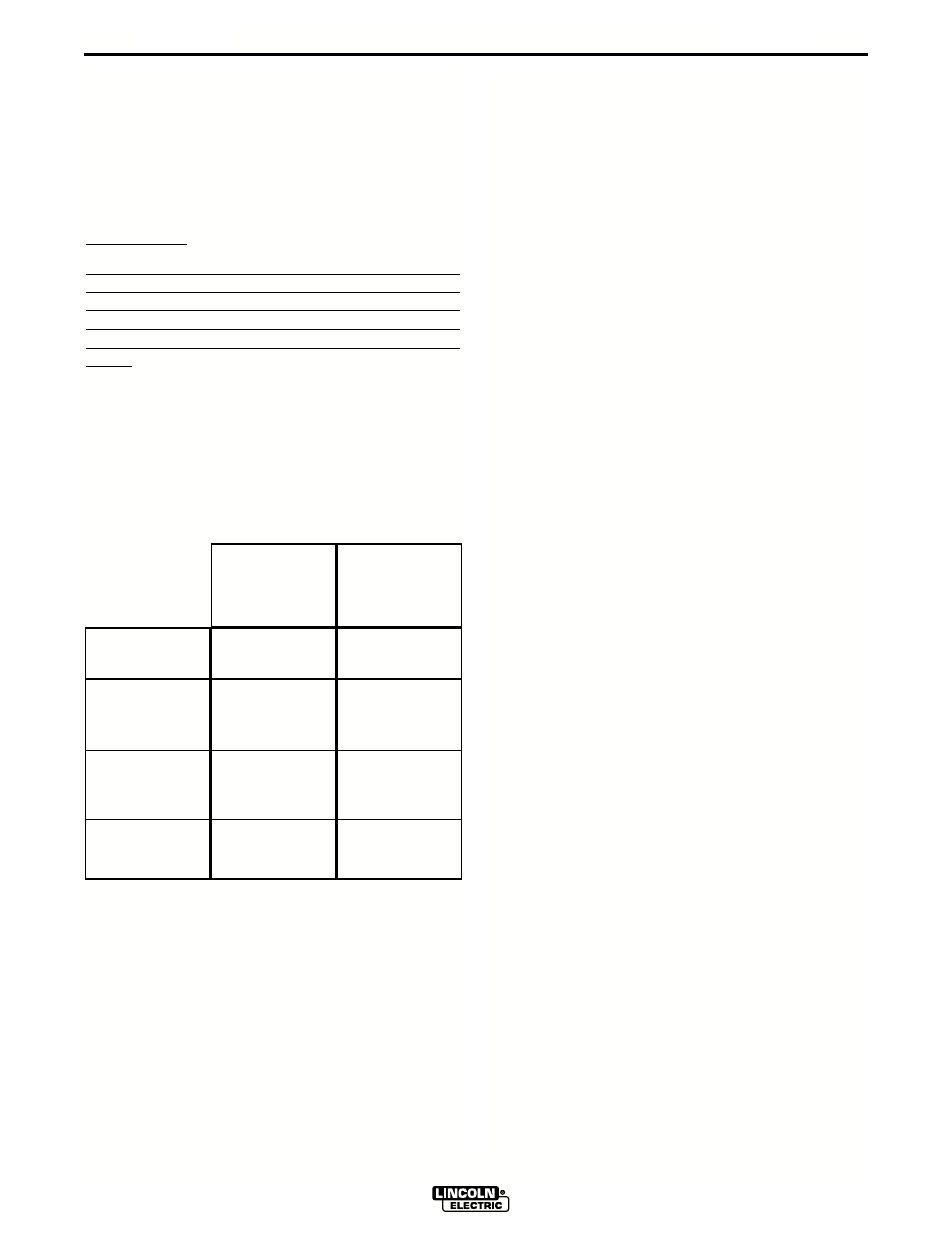
CONSUMO TIPICO DE COMBUSTIBLE
Consulte la Tabla B.2 para conocer el consumo de
combustible típico del motor de la Commander 500 en
varios casos de operación.
Tabla B.2 Consumo de combustible del motor
Deutz F3L 912
OPERACION DE LA SOLDADORA
SOLDADURA DE VARILLA REVESTIDA
La Commander 500 puede utilizarse con una amplia
gama de electrodos de varilla revestida de CD.
El SELECTOR proporciona cinco rangos de corriente
con control de pendiente de salida sobrepuestos. El
CONTROL ajusta la corriente de mínimo a máximo
dentro de cada rango. El voltaje de circuito abierto
también es controlado por el CONTROL en la
programación de pendiente de salida.
Estas
programaciones de pendiente de salida son para
soldaduras “fuera de posición”, incluyendo soldadura
de tuberías en donde el operador podría desear
controlar el nivel de corriente cambiando la longitud
del arco.
SOLDADURA DE TUBERIA
La Commander 500 viene equipada con circuitería
especial para minimizar las explosiones del arco en
los cinco modos de pendiente con cualquier voltaje de
circuito abierto.
Para una característica de arco suave, establezca el
"SELECTOR" en la programación más baja que sigue
br indando la corr iente necesar ia y establezca
"CONTROL" cerca del máximo. Por ejemplo: para
obtener 140 amperes y un arco suave, establezca el "
SELECTOR" a la posición "150 MAX" y después
ajuste el " CONTROL" para 140 amps.
Cuando se requiera un arco “vigoroso” de arranque,
utilice una programación mayor y disminuya el voltaje
de circuito abierto. Por ejemplo: para obtener 140
amperes y un arco vigoroso, establezca el
“SELECTOR” en la posisición de "250 MAX" y
después ajuste el " CONTROL" para obtener 140
amperes.
SOLDADURA DE CORRIENTE CONSTANTE (CC)
La posición STICK-CC de “30 a 575", del
"SELECTOR" está diseñada para soldaduras
hor izontales con cualquier tipo de electrodo
especialmente para el de bajo hidrógeno. El
"CONTROL" ajusta el rango completo de 30 a 575
amperes. Esta programación proporciona un arco de
corriente constante suave. Si se desea un arco más
vigoroso, después seleccione el rango adecuado
desde los rangos de corr iente de pendiente
controlada.
En el modo CC, se puede evitar la adhesión
ajustando el “ARC CONTROL” (control del arco). Al
girar este control a la derecha, se incrementa la
corriente de corto circuito, con lo que se evita la
adhesión. Esta es otra forma de aumentar la fuerza
del arco.
SOLDADURA TIG
La posición de la extrema derecha del SELECTOR es
para la soldadura TIG en el rango de 15 amperes a
200 amperes, con una característica de “Inicio de
Toque”. Para iniciar una soldadura, primero establezca
el CONTROL en la corriente adecuada y el tungsteno
es tocado al trabajo. Mientras el tungsteno toca el
trabajo hay muy poco voltaje o corriente y, en general,
no hay contaminación de tungsteno. Posteriormente,
el tungsteno se retira suavemente del trabajo con un
movimiento oscilatorio, el cual establece el arco.
La Commander 500 puede utilizarse en una amplia
variedad de aplicaciones de soldadura de Gas Inherte
de Tungsteno de CD (TIG).
En general la
característica de “Inicio de Toque” permite un inicio sin
contaminación sin utilizar una unidad Hi-Freq. No
obstante, se pueden utilizar el módulo K930-1 o -2
TIG o la unidad K799 Hi-Freq con la the Commander
500. Las programaciones para estos se hacen de
acuerdo con la tabla de rangos de corriente de
tungsteno.
COMMANDER 500
Velocidad baja- sin
carga 1400 RPM
Velocidad alta - sin
carga 1900 RPM
Salida de
soldadura CC de
CD 500 amperes a
40 voltios
Energía Auxiliar
1.40 litros/hora
(.37 galones/hora)
2.50 litros/hora
(.66 galones/hora)
7.34 litros/hora
(1.94 galones/hora)
4.96 litros/hora
(1.31 galones/hora)
67.6
37.9
12.9
19.1
Deutz F3L 912
44.2 Hp
a 1800 RPM
Tiempo de
operación para
25 galones
(horas)