Operacion – Lincoln Electric IM544 Commander 400 User Manual
Page 20
B-8
OPERACION
B-8
PROGRAMACIONES DE LA COMMANDER
400 CUANDO SE UTILIZA LA UNIDAD DE
ALTA FRECUENCIA K799
a. Coloque el interruptor de OUTPUT RANGE (RANGO DE
SALIDA) en la “programación 50-575” (Fabricación y
propósitos generales).
b. Coloque el interruptor del IDLER (GOBERNADOR) en la
posición “Alto”.
c. Coloque el interruptor LOCAL/REMOTE
(LOCAL/REMOTO) en la posición REMOTE (REMOTO).
d. Coloque el interruptor WELDING TERMINALS
(TERMINALES DE SOLDADURA) en la posición “Welding
terminals always on” (terminales de soldadura siempre
activas).
Esto cerrará el contactor de estado sólido y
proporcionará un electrodo siempre “activo”.
Nota: Esto es necesario debido a que los circuitos del
K799 con respecto a las terminales #2 y #4 no
proporcionan la señal adecuada para abrir y cerrar el
contactor de estado sólido en la Commander.
PROGRAMACIONES DE LA COMMANDER
400 CUANDO SE UTILIZA EL MÓDULO
TIG K930-1
a. Coloque el interruptor de OUTPUT RANGE (RANGO
DE SALIDA) en la “programación 50-575” (Fabricación
y propósitos generales).
b. Coloque el interruptor del IDLER (GOBERNADOR) en
la posición “AUTO”.
c. Coloque el interruptor LOCAL/REMOTE
(LOCAL/REMOTO) en la posición REMOTE
(REMOTO).
d. Coloque el interruptor WELDING TERMINALS
(TERMINALES DE SOLDADURA) en la posición
“Welding terminals remotely controlled” (terminales de
soldadura controladas en forma remota).
Esto
mantendrá al contactor de estado sólido abierto y
proporcionará un electrodo “frío” hasta que se presione
el dispositivo de activación (amptrol o interruptor de
arranque de arco).
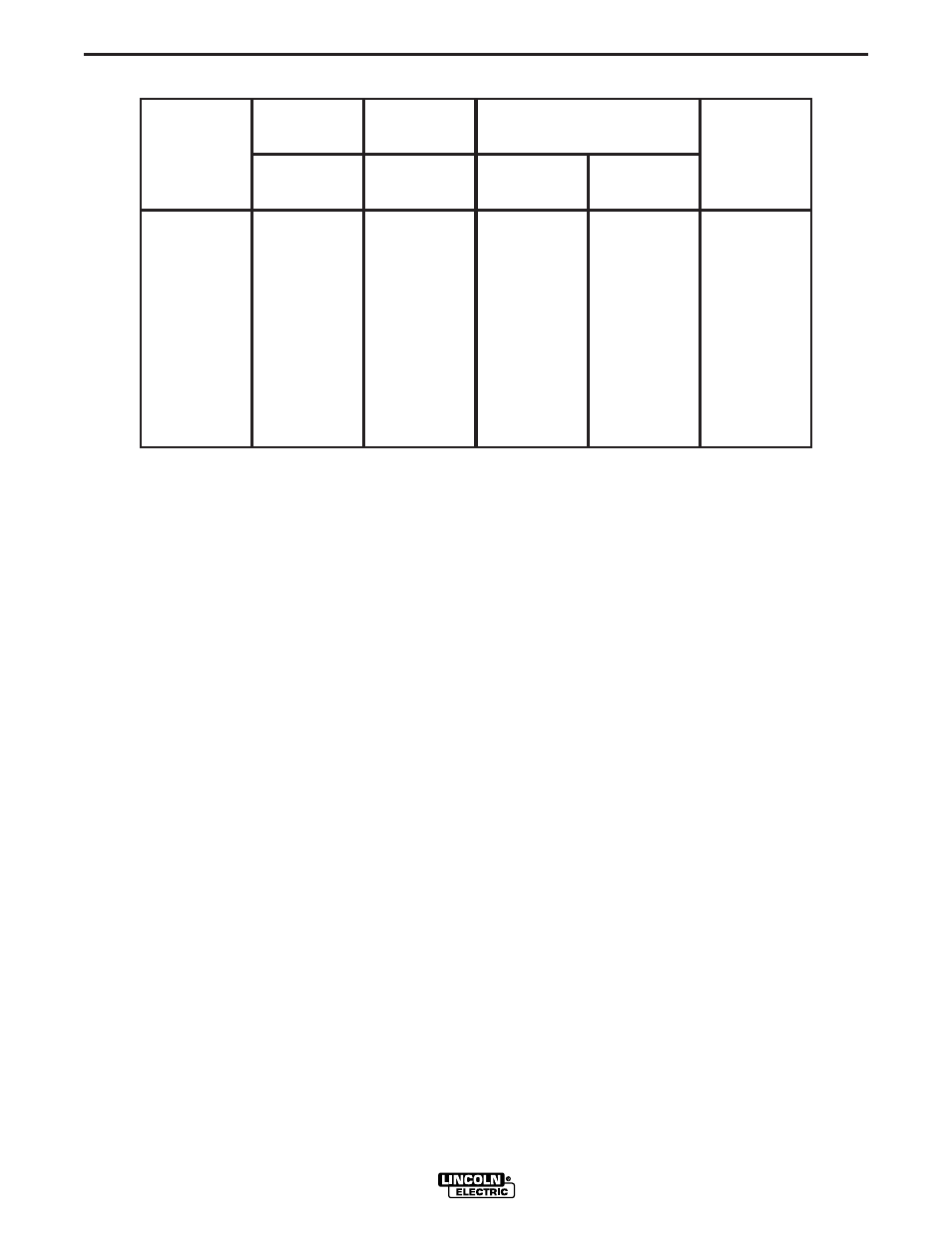
COMMANDER 400
Diámetro del
electrodo de
tungsteno en
mm (pulgadas)
2-15
5-20
15-80
70-150
150-250
250-400
400-500
500-750
750-1000
(3)
(3)
(3)
10-20
15-30
25-40
40-55
55-80
80-125
3-8
(2-4)
5-10
(3-5)
5-10
(3-5)
5-10
(3-5)
13-17
(6-8)
15-23
(7-11)
21-25
(10-12)
23-27
(11-13)
28-32
(13-15)
3-8
(2-4)
5-10
(3-5)
5-10
(3-5)
9-13
(4-6)
11-15
(5-7)
11-15
(5-7)
13-17
(6-8)
18-22
(8-10)
23-27
(11-13)
Boquilla de la
ANTORCHA TIG
Tamaño (4), (5)
Rango de flujo aproximado del
gas Argón
C.F.H. (l/min.)
DCEN (-)
DCEP (+)
#4, #5, #6
#5, #6
#6, #7, #8
#8, #10
.25 (0 .010)
.50 (0.020)
1.0 (0.040)
1.6 (1/16)
2.4 (3/32)
3.2 (1/8)
4.0 (5/32)
4.8 (3/16)
6.4 (1/4)
Tungsteno
toriado al 1%,
2%
Tungsteno
toriado al 1%,
2%
Aluminio
Acero inoxidable
Tabla B.3 RANGOS DE CORRIENTE TIPICOS
(1)
PARA ELECTRODOS DE TUNGSTENO
(2)
(1) Cuando se utiliza con gas argón. Los rangos de corriente mostrados deben reducirse cuando se esté utilizando
argón/helio o gases protectores de helio puro.
(2) Los electrodos de tugsteno se clasifican de la siguiente manera de acuerdo con la Sociedad de Soldadura Americana
(AWS):
Puro
EWP
1% Toriado
EWTh-1
2% Toriado
EWTh-2
Aunque aún no está reconocido por la AWS, el tungsteno seriado ahora es ampliamente aceptado como sustituto del
tungsteno toriado al 2% en aplicaciones de CA y CD.
(3) DCEP (Corriente Directa Electrodo Positivo) no se utiliza comúnmente en estos tamaños.
(4) Los “tamaños” de la boquilla de antorcha de TIG son múltiplos de 1/16º de una pulgada:
6 mm
(# 4 = 1/4 pulg.)
8 mm
(# 5 = 5/16 pulg.)
10 mm
(# 6 = 3/8 pulg.)
11 mm
(# 7 = 7/16 pulg.)
12.5 mm
(# 8 = 1/2 pulg.)
16 mm
(#10 = 5/8 pulg.)
(5) Las boquillas de antorcha de TIG normalmente se hacen de cerámica aluminizada. Algunas aplicaciones especiales
pueden requerir boquillas de lava que son menos propensas a romperse, pero no pueden soportar altas temperaturas y
ciclos de trabajo prolongados.