Operación – Lincoln Electric IM731 INVERTEC V350-PRO User Manual
Page 19
B-7
OPERACIÓN
B-7
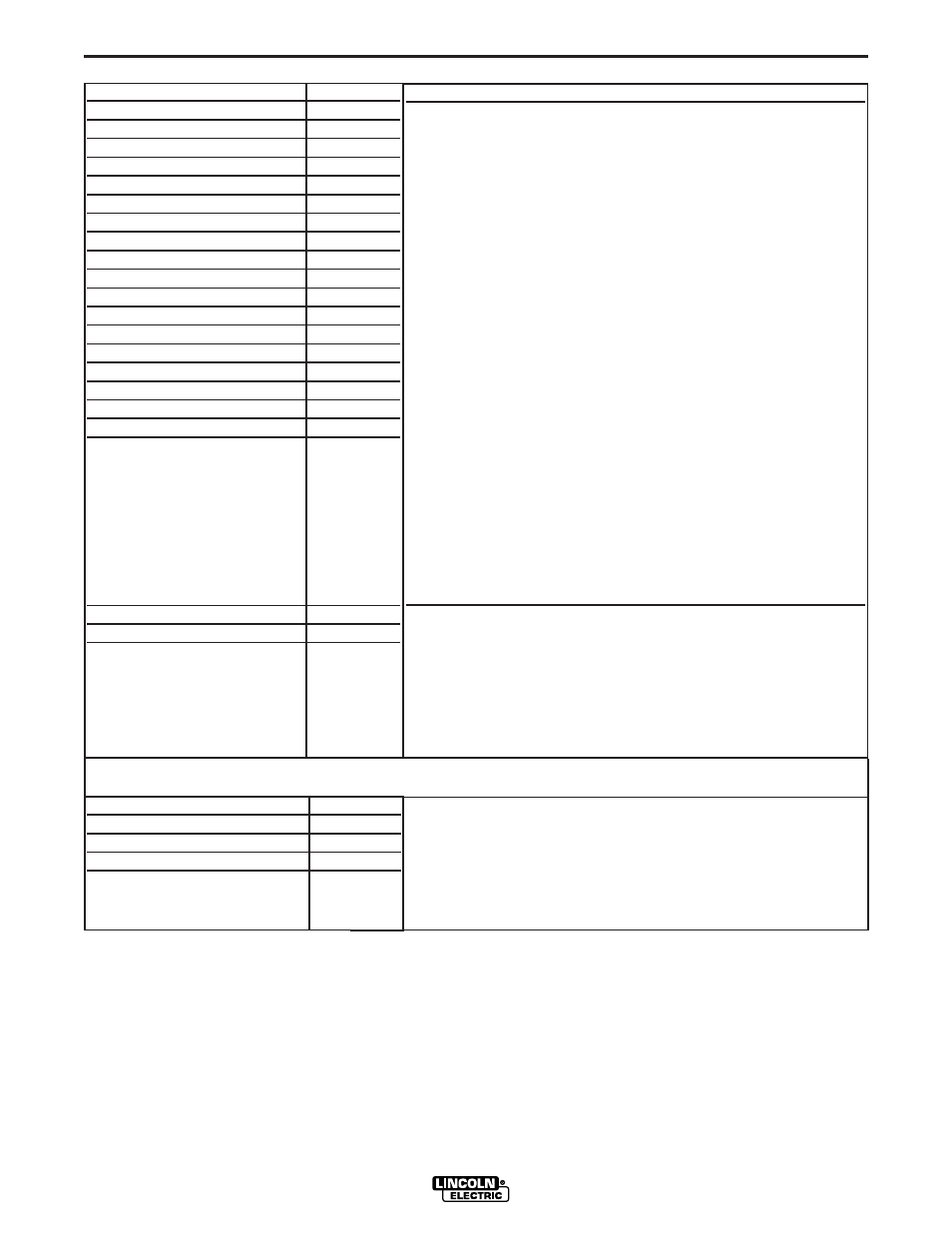
PROGRAMAS POR PULSO:
V350-PRO
MODO
IPM*
0.030 Acero
65 - 1200
0.035 Acero
55 - 800
0.045 Acero
50 - 700
0.052 Acero
75 - 550
0.045 Núcleo de Metal
50 - 650
0.052 Núcleo de Metal
50 - 500
0.030 Mezclas de Ar de Acero Inoxidable 85 - 770
0.030 CO2Argón Helio de Acero Inoxidable 110 - 770
0.035 Mezclas de Ar de Acero Inoxidable 65 - 770
0.035 CO2Argón Helio de Acero Inoxidable 75 - 770
0.045 Mezclas de Ar de Acero Inoxidable 50 - 600
0.045 CO2Argón Helio de Acero Inoxidable 50 - 600
0.035 Aluminio 4043
100 - 700
0.035 Aluminio 5356
115 - 740
3/64 Aluminio 4043
80 - 550
3/64 Aluminio 5356
85 - 700
1/16 Aluminio 4043
75 - 325
1/16 Aluminio 5356
75 - 450
0.035 Aleaciones de Níquel (No Adaptable)
80 - 700
0.045 Aleaciones de Níquel (No Adaptable)
75 - 550
COMENTARIOS
Los programas por pulso de la V350 son no sinérgicos y permiten
el control independiente de la velocidad de alimentación de alam-
bre y de la longitud de arco. La perilla de control de salida de la
V350, ajusta un valor "SPD". Similar al corte, el valor "SPD" indica
la programación de longitud de arco relativa. El valor de "SPD"
está hecho para ser un punto de inicio al que se establece la lon-
gitud de arco relativa a la velocidad de alimentación de alambre.
Dependiendo de la aplicación, el valor "SPD" se puede ajustar
para obtener la longitud de arco deseada.
¡El valor "SPD" mostrado en la V350 posiblemente no coinci-
da con la velocidad de alimentación de alambre actual!
La operación de la perilla de Control de Arco en la V350 es similar
a la serie Power Wave. A medida que se incrementa el Control de
Arco, la frecuencia aumenta y el respaldo se reduce. Al disminuir
el Control de Arco se reducirá la frecuencia y se aumentará la
corriente de respaldo. El Control de Arco actúa para un ajuste fino
del plasma de arco a la aplicación específica.
Selecciones de gas preferidas:
Mezclas de Acero Argón = Argón con adiciones CO2 de 2 al
20 % o adiciones de Oxígeno de 2 a 5%.
Mezclas de Acero inoxidable Argón = Argón con adiciones de Oxígeno
Mezclas de Acero inoxidable Argón = Argón con adiciones de Oxígeno
hasta de 2%
hasta de 2%.
Acero Inoxidable He Ar CO2 = ~ 90% Helio, 7 1/2 % Argón 2
1/2 CO2
Aluminio 100% Argón
Los programas por pulso de Aleación de Níquel no son adaptables.
El operador establece la perilla de control de salida para ofrecer la
longitud de arco correcta en la velocidad de alimentación de alam-
bre y punta electrizada. Al realizar la soldadura, el operador manip-
ula la punta electrizada a fin de mantener la longitud de arco correc-
ta. Este método de operación produce un desempeño de arco muy
estable considerando la naturaleza de las aleaciones de níquel.
Gas de preferencia: Mezclas de Argón/Helio = para mejores
resultados agregue helio a la base de argón de 0-25%.
0.035 4043 (4x Pulso por Pulso) 120 - 600
3/64 4043 (4x Pulso por Pulso)
85 - 400
0.035 5356 (5x Pulso por Pulso) 130 - 700
3/64 5356 (5x Pulso por Pulso)
100 - 550
Control de Arco = La frecuencia pulso por pulso. Para sol-
daduras de velocidad de desplazamiento más rápido, se
deberá incrementar el control de arco.
Para un mayor charco, disminuya las velocidades de
desplazamiento, se deberá dismiuir el control de arco.
PULSO POR PULSO
*IPM (PULGADAS POR MINUTO)