Operación – Lincoln Electric IM679 INVERTEC V350-PRO User Manual
Page 13
B-2
OPERACIÓN
B-2
Para todas las versiones, estos modos de disparo pueden
ser anulados (cambiados) con el botón WELD TERMINALS.
(Terminales de soldadura). Cuando se cambian, la unidad
se encenderá en la configuración en la que estaba cuando
se encendió por última vez.
5. TERMÓMETRO
• Esta luz de estado indica cuando la fuente de poder ha
sido llevada a una sobrecarga térmica. Si las terminales
de salida estaban en "ON", la luz "ON" (Encendido)
parpadeará indicando que la salida se encenderá de
nuevo, una vez que la unidad se enfríe a un nivel de
temperatura aceptable. Si la unidad estaba operando en
el modo "REMOTE", el disparador necesitará ser abierto
antes o después de que el termómetro se haya
normalizado y cerrado después de que la máquina se ha
enfriado a una temperatura aceptable para establecer la
salida.
6. CONTROL - REMOTE/LOCAL
• Dos luces de estado indican la ubicación del control de
salida como lo ha predeterminado el sistema de
autoconfiguración de las fuentes de poder.
• LOCAL se encenderá cuando el control esté en la fuente
de poder.
• REMOTE se encenderá cuando se detecte un
control/potenciómetro remoto.
Estas configuraciones del Control de Salida pueden ser
anuladas (cambiadas) con el botón CONTROL. Cuando se
cambian, la unidad se encenderá en la configuración en la
que estaba cuando se apagó por última vez.
Panel de Control Medio Oculto – Panel de
Configuración de Proceso
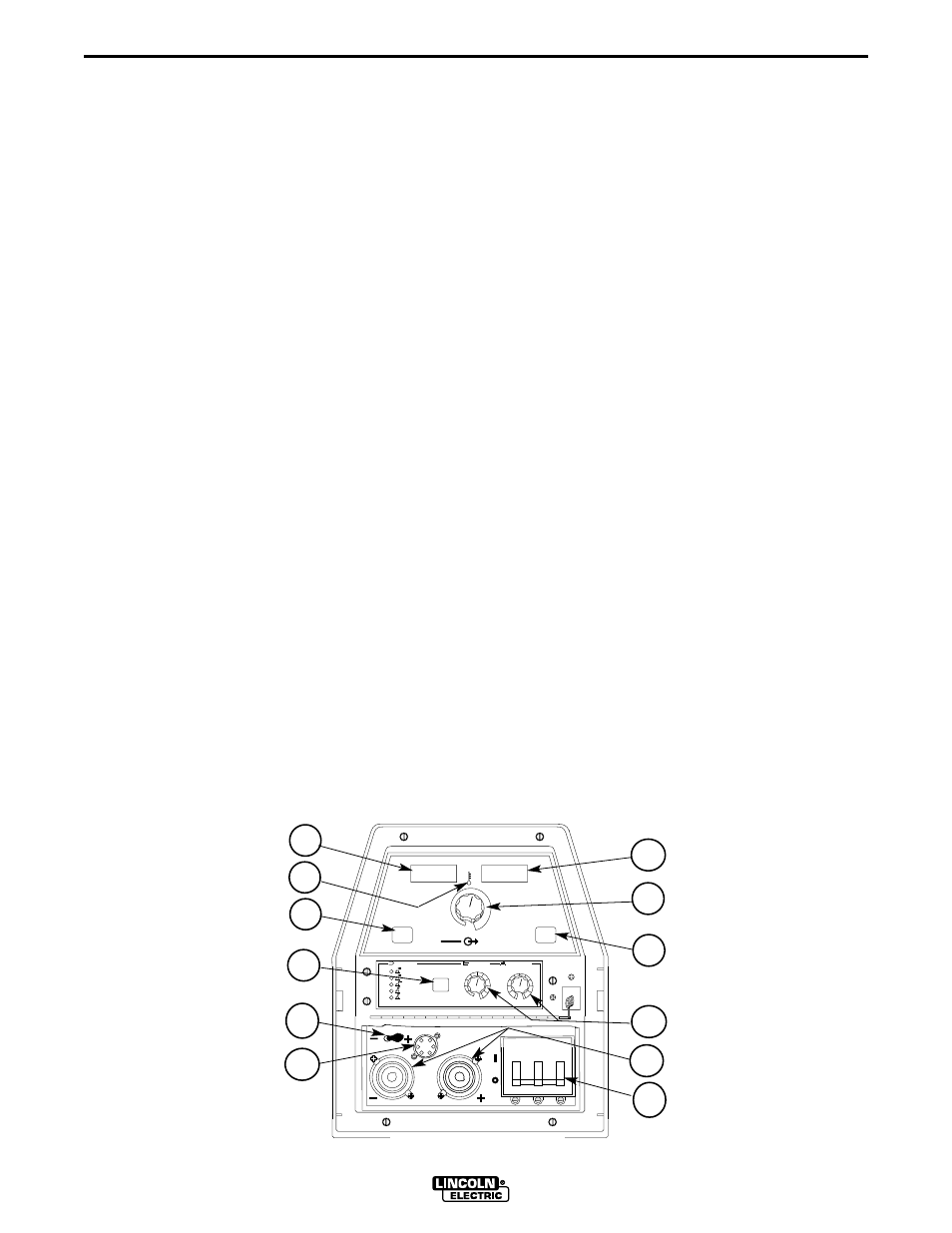
7. SELECCIÓN DEL MODO DE SOLDADURA -
FACTORY Y CONSTRUCTION (Consulte la
Figura 1)
El botón de Control de Modo selecciona entre los
siguientes modos de soldadura.
VARILLA REVESTIDA DE CC-SUAVE: El proceso
Stick Soft ofrece control continuo de 5 a 425 amps.
Este modo fue creado para la mayoría de las
aplicaciones SMAW y Desbaste.
• Desbaste: Establecer la salida del modo Stick Soft
a 425 amps permitirá el modo de desbaste de arco.
La corriente real de salida dependerá del tamaño
de electrodo de carbón que se utilice. El tamaño
máximo de electrodo de carbón recomendado es
5/16".
• El control Hot Start (Arranque en caliente) regula la
corriente de arranque al iniciar el arco. Hot Start
puede ajustarse del valor mínimo (0), sin agregar
corriente adicional al inicio del arco, al máximo (10)
con el doble de la corriente predeterminada ó 425
amps (el máximo de la máquina) adicionales al
primer segundo después de la iniciación del arco.
• Arc Control (Control de Arco) regula la Fuerza del
Arco para ajustar la corriente de corto circuito. El
parámetro mínimo (-10) producirá un arco "suave"
y salpicadura mínima. El parámetro máximo (+10)
producirá un arco "agresivo" y minimizará la fusión
del electrodo al charco.
VARILLA REVESTIDA DE CC-AGRESIVA: El modo
Stick Crisp ofrece control continuo de 5 a 425 amps.
Este modo fue diseñado principalmente para
aplicaciones de soldadura de tubería.
• El control Hot Start (Arranque Energizado) regula la
corriente de arranque al iniciar el arco. Hot Start
puede ajustar la corriente de arranque 25% hacia
arriba o abajo del valor prestablecido. La
programación recomendada para Hot Start es 5
donde la corriente inicial es igual a la corriente
prestablecida.
V350-PRO
O F F
O F F
O F F
O F F
O F F
O F F
O F F
O F F
O N
O N
HO
HOT ST
T STAR
ART
WELD MODE
WELD MODE
ARC CONTR
ARC CONTROL
OL
CC-STICK SOFT
CC-STICK SOFT
CC-STICK CRISP
CC-STICK CRISP
TIG GT
TIG GTAW
CV
CV-WIRE
-WIRE
CV
CV-FLUX CORED
-FLUX CORED
-4
-4
+4
+4
+2
+2
-2
-2
0
-6
-6
+6
+6
-10
-10
SOFT
SOFT
CRISP
CRISP
+10
+10
-8
-8
+8
+8
5
4
3
2
1
0
6
10
10
9
8
7
SELECT
SELECT
REMO
REMOTE
TE
ON
ON
REMO
REMOTE
TE
LOCAL
LOCAL
m
WELD
WELD TERMINALS
TERMINALS
OUTPUT
OUTPUT
CONTR
CONTROL
OL
SELECT
SELECT
SELECT
SELECT
MPS
MPS
A
OL
OLTS
TS
V
FACTOR AND CONSTRUCTION VERSION
1
6
5
2
3
4
8
7
11
10
12
9
FIGURA 1
Versión Factory y Construction