Localizaci ó n de aver í as, Precauci ó n – Lincoln Electric IM859 POWER MIG 350MP User Manual
Page 36
E-6
LOCALIZACI
Ó
N DE AVER
Í
AS
E-6
POWER MIG 350MP
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
Si por cualquier razón no comprende los procedimientos de prueba o no es capaz de realizar las pruebas/reparaciones en forma segura, antes de proceder
póngase en contacto con su
Taller de Servicio de Campo Autorizado de Lincoln Local
para obtener ayuda técnica de localización de averías.
PRECAUCI
Ó
N
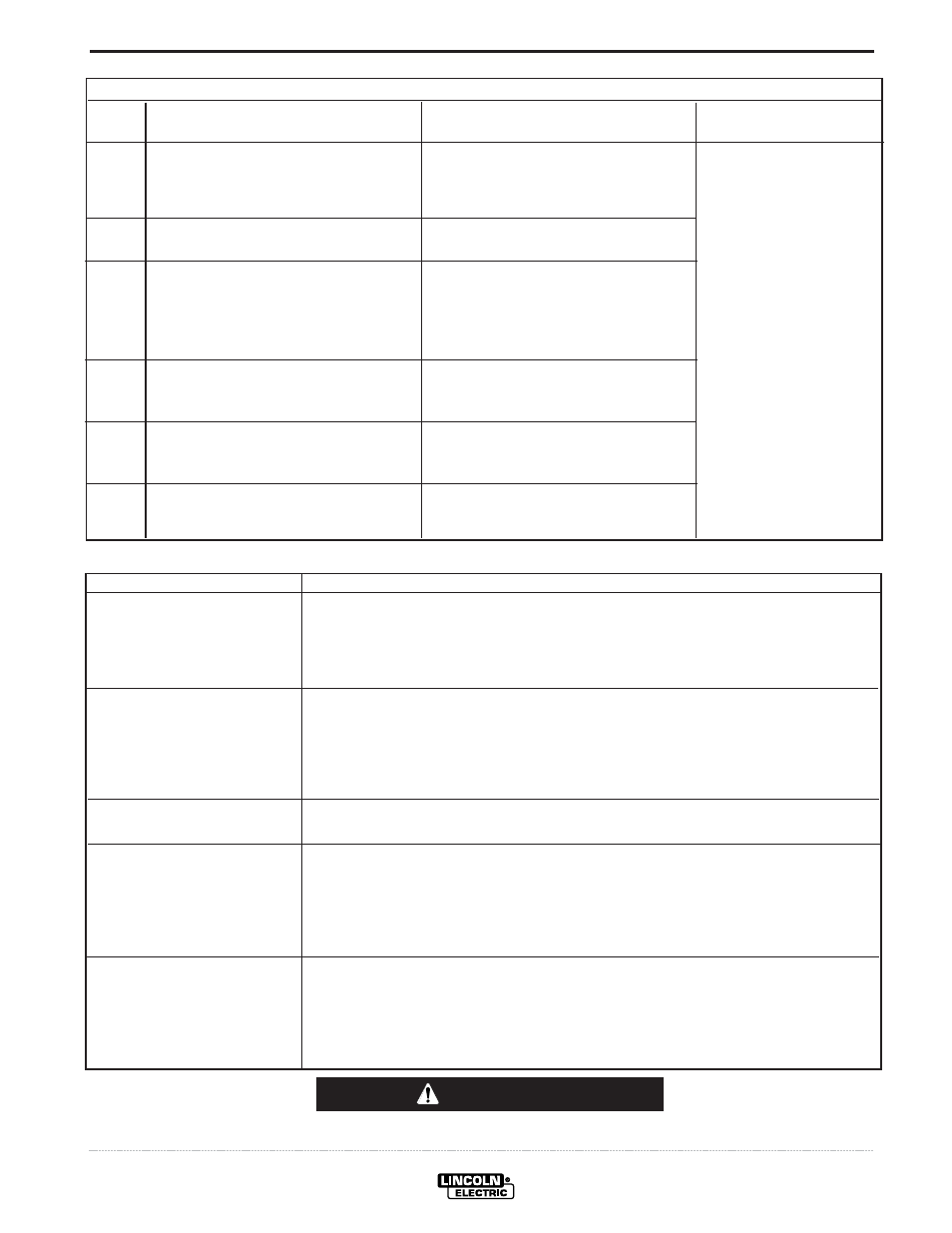
Códigos de Falla
Código
Descripción
Desajuste(s)
Acción Correctiva
39
Desperfecto en la interrupción por falla
Revise el aterrizamiento de la máquina.
Se soluciona automática-
de sobrecorriente primaria; posiblemen-
Si el problema persiste, póngase en con- mente a medida que la
te causada por ruido o un nivel de señal
tacto con un Taller de Servicio de Campo condición cesa.
(falla de hardware miscelánea #1)
Autorizado de Lincoln.
44
Problema con la CPU principal. DSP ha
Revise el aterrizamiento de la máquina.
detectado un problema con la CPU.
47
Desperfecto en la interrupción por CAP/
Si el problema persiste, póngase en con-
latido; posiblemente causado por ruido
tacto con un Taller autorizado.
o un nivel de señal justo en el umbral de
apertura.
(falla de hardware miscelánea #2)
81
Sobrecarga del motor-corriente promedio Verifique si la armadura del motor no se
del motor excedió 8.00 amps por más de está trabando. Verifique si el Carrete de
0.50 segundos.
Alambre no se está trabando.
82
Sobrecarga del motor-corriente promedio Verifique que el alambre se puede mover
del motor excedió 3.50 amps por más de libremente en el cable. Verifique que el
10.0 segundos.
Freno del Carrete no esté muy apretado.
Pantallas
Descripción
Guión que se desplaza
Aparece en el encendido mientras la máquina pasa por su autoconfigu-
ración. (Si se repite continuamente, realice el procedimiento "Borrar
Todo")
"Err" "####"
Pantalla de códigos de falla. La primera falla que ocurra aparecerá
por tres segundos. La pantalla pasará por los códigos de falla en
busca de todas las fallas que persistan después del periodo inicial
de tres segundos; cada una aparece en pantalla por 1 segundo.
"----" "----"
El modo de soldadura está cambiando.
"####" "####"(estable)
La salida de la máquina está encendida. La pantalla izquierda es la
corriente y la derecha el voltaje. Si se está soldando, las pantallas
son corriente de arco y voltaje de arco. Si no, la pantalla mostrará el
punto de trabajo.
"####" "####" (
parpadeando
) La soldadura acaba de terminar – el voltaje y corriente de arco
promedio parpadearán por 5 segundos después de una soldadura.
Si el punto de trabajo cambia durante este periodo de 5 segundos,
la pantalla pasará al modo anterior.