Fonctionnement – Lincoln Electric IM936 PRECISION TIG 375 User Manual
Page 28
B-13
FONCTIONNEMENT
B-13
PRECISION TIG 375
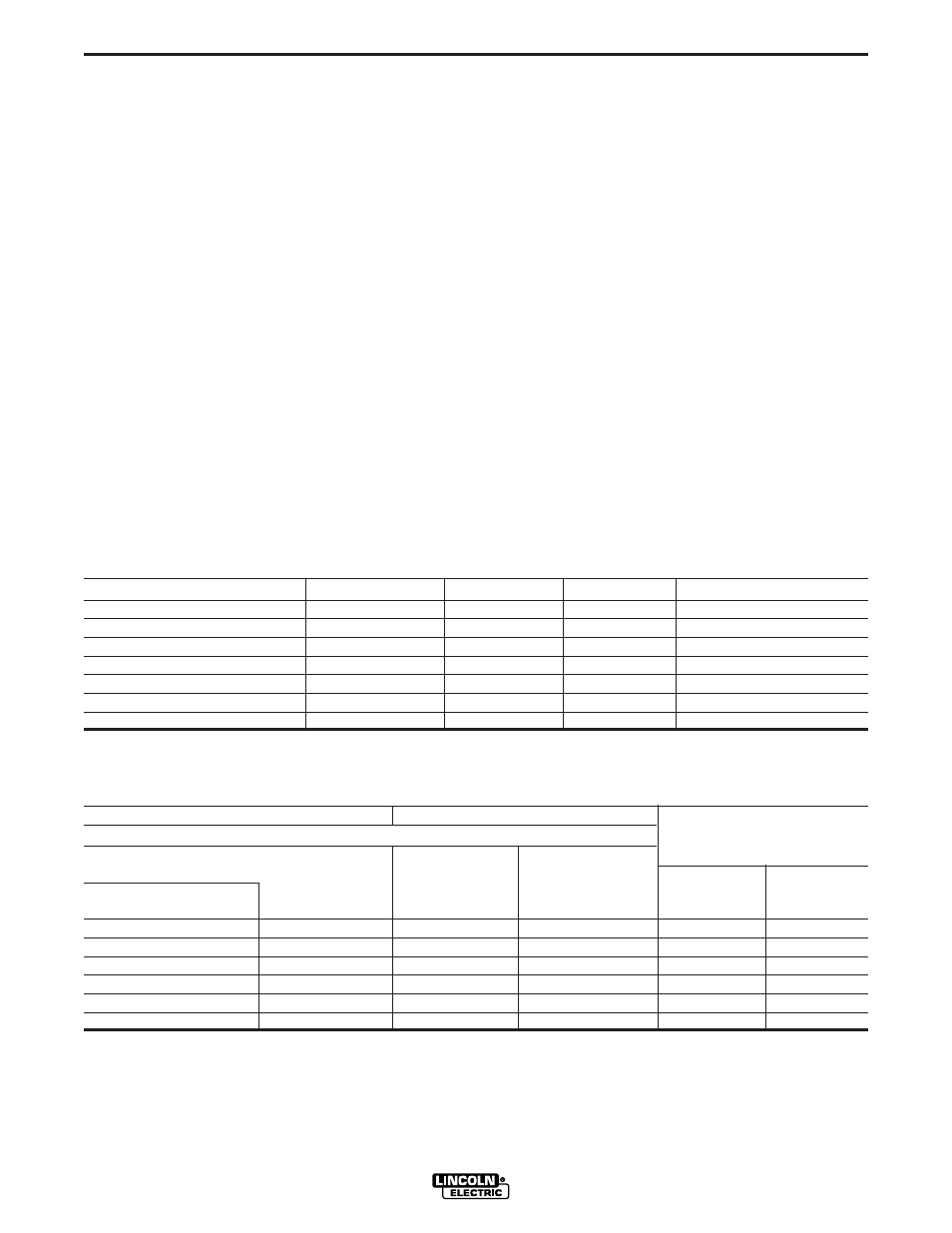
REGISTRES DʼAMPÉRAGE DʼÉLECTRODES RECOMMANDÉS – PRECISION TIG 375
Procédé SMAW
ÉLECTRODE
POLARITÉ
3/32"
1/8"
5/32"
Fleetweld 5P, Fleetweld 5P+
DC+
40 - 70
75 - 130
90 - 175
Fleetweld 180
DC+
40 - 80
55 - 110
105 - 135
Fleetweld 37
DC+
70 - 95
100 - 135
145 - 180
Fleetweld 47
DC-
75 - 95
100 - 145
135 - 200
Jet-LH MR
DC+
85 - 110
110 - 160
130 - 220
Acier Inoxydable Blue Max
DC+
40 - 80
75 - 110
95 - 110
Acier Inoxydable Red Baron
DC+
40 - 70
60 - 100
90 - 140
Les procédures avec de lʼacier doux se basent sur les procédures recommandées de la liste C2.10 8/94 et sur le régime nominal maximum de la Precision TIG.
Les procédures Excaliber 7018 se basent sur Jet-LH 78 MR.
Les procédures Blue Max se basent sur C.61 6/95.
Les procédures Red Baron se basent sur ES-503 10/93.
Procédé GTAW
Polarité Électrode
CC-
CA*
Taux de Débit de Gaz
Préparation Pointe Électrode
Pointue
Bille
Argon Approximatif
Type Électrode
EWZr
C.F.H. (l/min.)
EWTh-1, EWCe-2
EWTh-1, EWTh-2
EWTh-2, EWLa-1
EWP
EWCe-2, EWLa-1
Acier
Taille Électrode (in.)
EWG
EWG
Aluminium
Inoxydable
0,010
Jusquʼa 15 A.
Jusquʼa 15 A.
Jusquʼa 15 A.
3-8
(2-4)
3-8
(2-4)
0,020
Jusquʼa 15 A.
10 à 15 A.
5 à 20 A.
5-10
(3-5)
5-10
(3-5)
0,040
Jusquʼa 80 A.
20 à 30 A.
20 à 60 A.
5-10
(3-5)
5-10
(3-5)
1/16
Jusquʼa 150 A.
30 à 80 A.
60 à 120 A.
5-10
(3-5)
9-13
(4-6)
3/32
Jusquʼa MAX. A.
60 à 130 A.
100 à 180 A.
13-17
(6-8)
11-15
(5-7)
1/8
X
100 à 180 A.
160 à 250 A.
15-23 (7-11)
11-15
(5-7)
Les électrodes en tungstène sont classées comme suit par la Société Américaine de Soudage (AWS) :
Pure .........................................EWP...........vert
+1% Thorine ............................EWTh-1......jaune
+2% Thorine ............................EWTh-2......rouge
+2% Oxyde de Cérium ............EWCe-2 .....orange
+1.5% Lanthane ......................EWLa-1 ......noir
+0,15 à 0,40% Zircone ............EWZr..........marron
Le Tungstène à base dʼoxyde de Cérium est maintenant largement accepté comme substitut du Tungstène à 2% de Thorine pour les applications CA et CC.
Pour lʼOnde Équilibrée et lʼOnde Déséquilibrée, il faut réduire la valeur nominale de lʼélectrode.
RÉALISATION DʼUNE SOUDURE TIG AVEC UNE
AMPTROL
1. Installer lʼéquipement de soudage conformément à la
Section A-5.
2. Mettre au point les contrôles conformément à la Section
B-10.
3. Allumer lʼalimentation du gaz de protection et lʼalimenta-
tion dʼentrée de liquide de refroidissement de la torche (si
utilisé).
Note: le Refroidisseur Inférieur de la Precision TIG (ou le
Solénoïde Hydraulique branché sur le réceptacle du
Refroidisseur) fonctionne avec le ventilateur de
refroidissement « Ventilateur en Fonction des Besoins
» de la machine (Voir la Section D dʼEntretien), de
sorte que le ventilateur du refroidisseur et la pompe
hydraulique ne fonctionnent pas de façon continue au
ralenti, mais fonctionnent pendant le soudage.
4. En tenant la torche éloignée de tout, fermer lʼInterrupteur
de Démarrage dʼArc de lʼAmptrol et régler le débitmètre
de gaz. Puis ouvrir lʼinterrupteur. La soudeuse est alors
prête à souder.
5. Positionner lʼélectrode en tungstène au début de la
soudure sur un angle de 65o à 75o de lʼhorizontale, dans
la direction de parcours en poussée, de sorte que lʼélec-
trode se trouve à environ 1/8" (4 mm) au-dessus de la
pièce à travailler.
Fermer lʼinterrupteur de démarrage dʼarc. Ceci ouvre la
soupape de gaz pour purger automatiquement lʼair du tuyau
et de la torche, puis protège la zone dʼamorçage de lʼarc.
Après le temps de pré – écoulement de 0,5 secondes, la
haute fréquence devient disponible pour amorcer lʼarc.
Lorsque lʼarc est amorcé, le liquide de refroidissement de la
torche (si utilisé) commence à circuler. Aussi, en soudage
TIG CC-, la haute fréquence se coupe juste après
lʼamorçage de lʼarc.
6. Maintenir lʼinterrupteur de démarrage dʼarc fermé sur le
niveau de Démarrage minimum de lʼAmptrol (Voir la
Section B-10) jusquʼà ce quʼun arc soit établi, puis aug-
menter la sortie jusquʼau niveau de soudage souhaité et
pousser la torche dans la direction du parcours.
7. À la fin de la soudure, diminuer la sortie de lʼAmptrol
jusquʼau niveau de remplissage de cratère avant de
relâcher lʼinterrupteur de démarrage dʼarc pour débuter le
temps dʼaprès – écoulement. Tenir la protection gazeuse
de la torche au-dessus du cratère de la soudure qui se
solidifie tandis que le temps dʼaprès – écoulement expire
et que la soupape de gaz sʼouvre à nouveau. Le liquide
de refroidissement de la torche (si utilisé) continue à cir-
culer pendant un maximum de 8 minutes après que lʼarc
se soit éteint (avec la fonctionnalité de « Ventilateur en
Fonction des Besoins ») afin de garantir le refroidisse-
ment de la torche.
• Répéter les points 5 à 7 pour effectuer une autre
soudure.
*