Operation, Wire feed speed units, Wire feed speed knob – Lincoln Electric IM10080 RED-D-ARC LN-25 PRO EXTREME DUAL POWER User Manual
Page 26: Trigger connector, Work sense lead, Set-up menu
B-6
OPERATION
B-6
RED-D-ARC LN25™ PRO EXTREME DUAL POWER
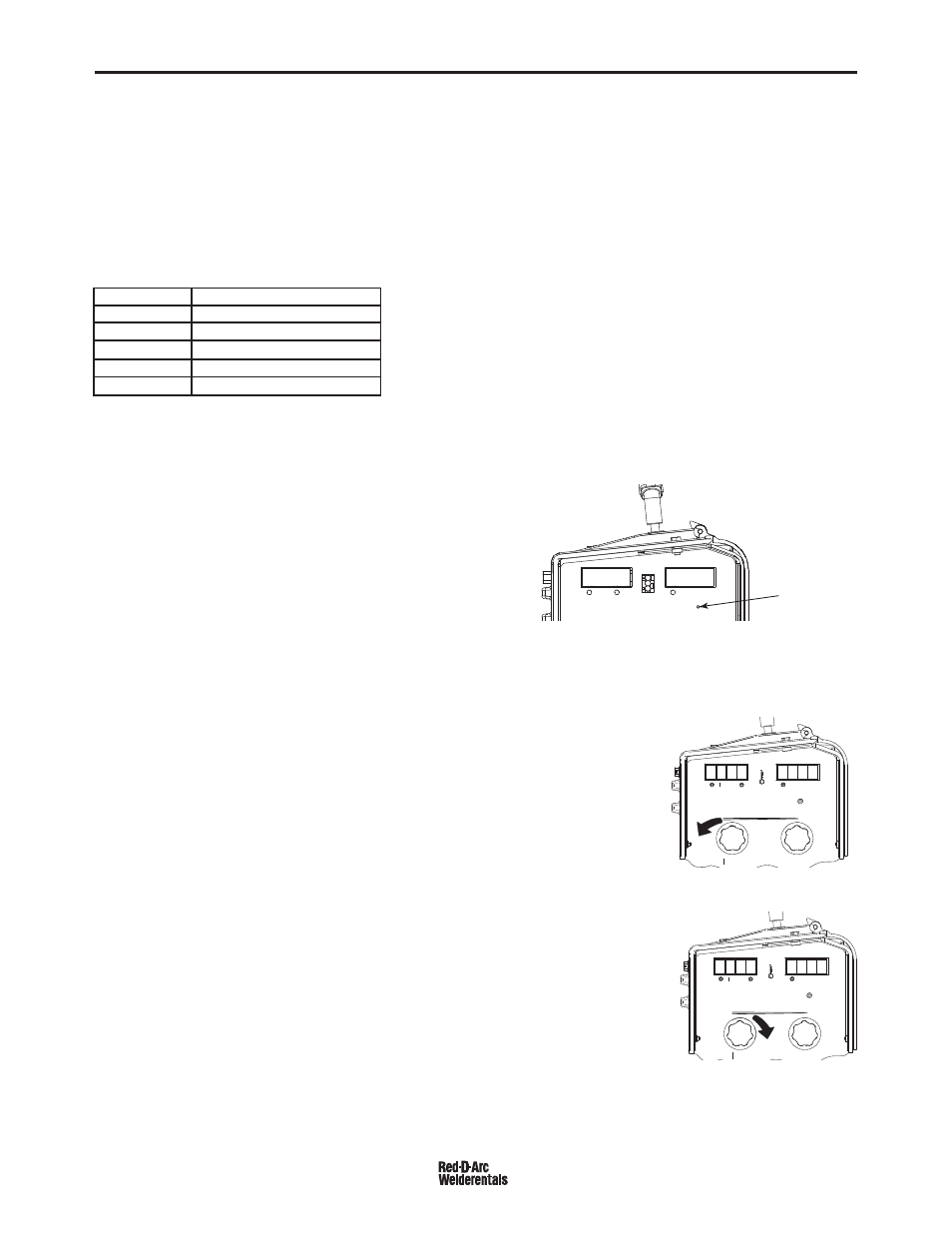
WIRE FEED SPEED UNITS
Rotate the WFS knob to
the left to use
“inches/minute” for the
wire feed speed units.
Rotate the WFS knob to
the right to use
“meters/minute” for the
wire feed speed units.
Press the set-up button to enter the WFS calibration
menu.
US
V
A
O O
O O WFS
LN-25 PRO
U o
r
E
V
A
O O
O O WFS
LN-25 PRO
2. WIRE FEED SPEED KNOB
Use the Wire Feed Speed Knob to adjust the rate of
wire feed speed.
Because the wire feeder is powered by the arc volt-
age, the full range of wire feed speed may not be
available at low voltages. While welding, the display
will show actual wire feed speed. If the actual WFS is
less than set WFS, then the arc voltage may be too
low for procedure.
Arc Voltage
Max WFS (std torque)
15V
280 ipm
17V
340 ipm
21V
440 ipm
24V
520 ipm
27V
600 ipm
3. TRIGGER CONNECTOR
(See Installation Section for Details)
4. WORK SENSE LEAD
Always turn power off at the welding power source
before moving the work sense lead.
The work sense lead attaches to the item being weld-
ed.
Preparation for Amperage Calibration:
Connect the feeder to a power source and grid.
Adjust the power source and grid to the desired
amperage. (example: 220 Amps)
Record the amperage display on the wire feeder.
(example: 210 amps)
To enter the set-up menu, use paper clip to press the
small button located on the case front.
5. SET-UP MENU
Preparation for WFS Calibration:
• Place the CV/CC switch in CV.
• Set the display to the desired wire feed speed
(example: 400 inches per minute)
• Measure the actual wire feed speed (example: 405
inches per minute)
• Place the WFS knob in the 12 oʼclock position.
Pushbutton