Operation – Lincoln Electric IM10092 LN-25 PIPE User Manual
Page 20
WIRE FEED SPEED KNOB
Wire Feed Speed, CV Operation
When Across the Arc models are operated with CV
power sources, the wire feed speed will remain a con-
stant value, independent of arc voltage changes, as
along as the arc voltage does not drop below the val-
ues per the following table.
83% Wire Feed Speed
The 83% wire feed speed reduces the wire feed
speed to 83% of the original set value when activated.
For example, if the original wfs = 200 in/min, the feed-
er will regulate to 0.83 x 200 = 166 in/min.
The 83% trigger requires a gun with a dual procedure
switch.
This feature is often useful when welding pipe, and a
“cooler” procedure is required on the bottom portion.
THERMAL LED, MOTOR
OVERLOAD
The thermal light illuminates when the wire drive
motor draws too much current. If the thermal light illu-
minates, the wire drive will automatically shutdown for
up to 30 seconds to allow the motor to cool. To start
welding again, release the gun trigger, inspect the gun
cable, liner (and conduit). Clean and make repairs as
necessary. Start welding again when the problem has
been safely resolved.
For best results, keep the gun cable and conduit as
straight as possible. Perform regular maintenance
and cleaning on the gun liner, conduit and gun.
Always use quality electrode, such as L-50 or L-56
from Lincoln Electric.
Maximum WFS
280
340
440
520
600
Minimum Arc Volts
15 V
17 V
21 V
24 V
27 V
B-3
OPERATION
B-3
(See Customer Assistance Policy in the front of this
Instruction Manual)
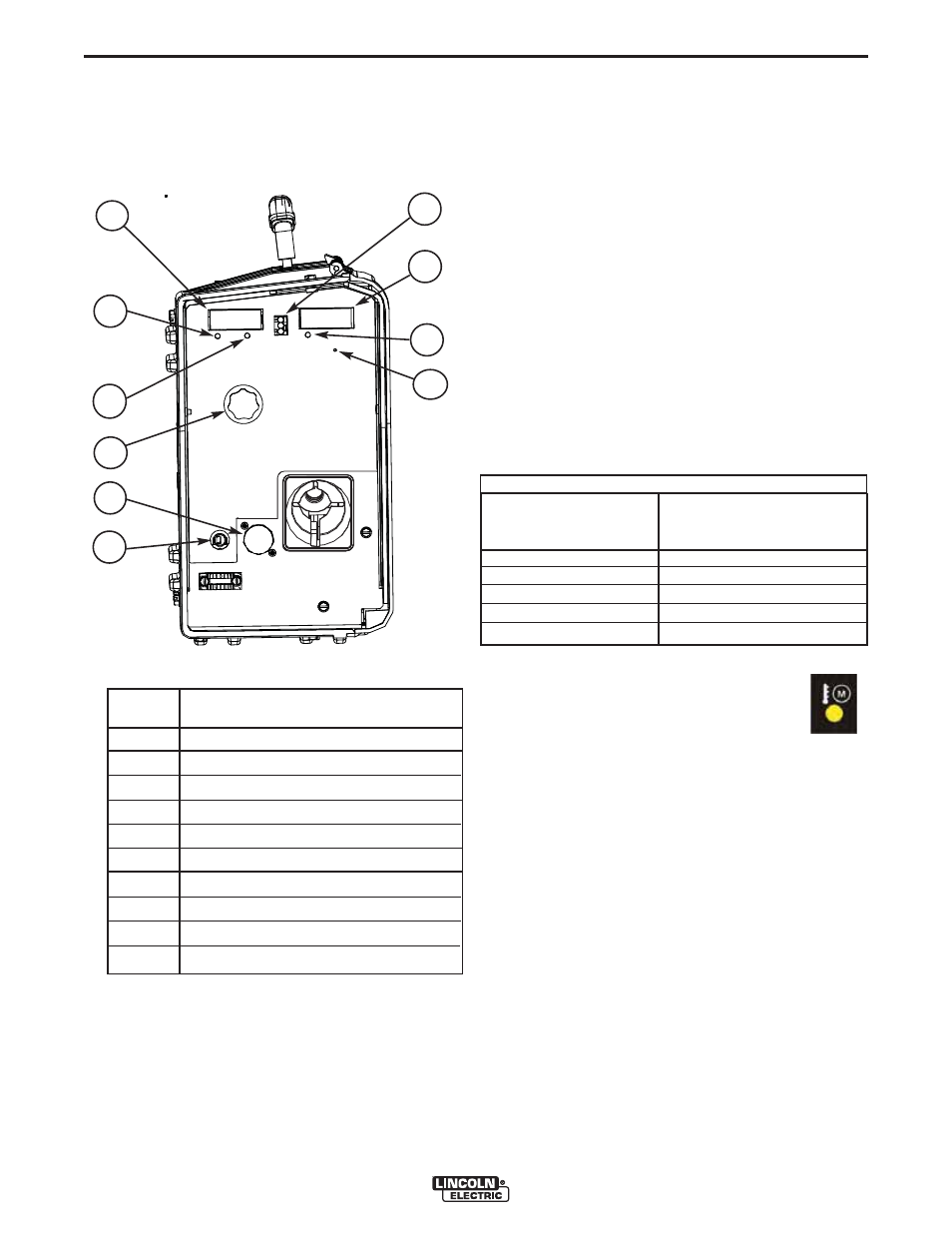
CASE FRONT CONTROLS
(See Figure B.1)
ITEM DESCRIPTION
1
Wire Feed Speed/Amperage Display
2
Wire Feed Speed LED
3
Amperage LED
4
Wire Feed Speed Knob
5
5 pin gun trigger connector
6
Work Clip Connection
7
Thermal LED
8
Voltage Display
9
Voltage LED
10
Set-up Push Button
LN-25™ PIPE
1
5
2
6
7
8
9
10
3
4
FIGURE B.1
CV OPERATION