Gorman-Rupp Pumps S8A1-E95 575/3 1429751 and up User Manual
Page 43
OM-06258
S SERIES PUMPS
PAGE E - 17
MAINTENANCE AND REPAIR
After the stator is fully and squarely seated on the
motor housing shoulder, remove the expandable
disc tool. Untape or remove the protective sleeve
from the stator leads.
Cover the motor housing with a clean, lint‐free
cloth while the rotor is being assembled.
Bearing Installation
(Figure E-1)
Inspect the rotor shaft (23) for damaged threads,
scoring in the seal area, and a nicked or damaged
tapered end. If the bearings were removed, in
spect the bearing areas for scoring or galling. Re
move nicks and burrs with a fine file or emery cloth.
Inspect the rotor area for separated laminations. If
the shaft is bent or damaged, or if the laminations
are separated, replace the shaft and rotor (a single
assembly).
To prevent damage during removal from
the shaft, it is recommended that bearings
be cleaned and inspected in place. It is
strongly recommended that the bearings
be replaced any time the shaft and rotor
assembly is removed.
The bearings may be heated to ease installation.
An induction heater, hot oil bath, electric oven, or
hot plate may be used to heat the bearings. Bear
ings should never be heated with a direct flame or
directly on a hot plate.
NOTE
If a hot oil bath is used to heat the bearings, both the
oil and the container must be absolutely clean. If
the oil has been previously used, it must be thor
oughly filtered.
Heat the upper bearing (24) to a uniform tempera
ture no higher than 250
_F (120_C). Slide the bear
ing onto the shaft until it is fully seated against the
shaft shoulder. This should be done quickly, in one
continuous motion, to prevent the bearing from
cooling and sticking on the shaft.
Use caution when handling hot bear
ings to prevent burns.
Clean the bearing cap (40) and position it over the
lower bearing (39) before heating.
NOTE
Position the cap on the bearing, so that when in
stalled on the shaft, the bearing will be positioned
as indicated in Figure E-4.
Heat the lower bearing and cap to a uniform tem
perature no higher than 250
_F (120_C). Slide the
assembled cap and bearing onto the shaft until the
bearing is fully seated against the shaft shoulder.
Do this quickly, in one continuous motion, to pre
vent the bearing from cooling and sticking on the
shaft.
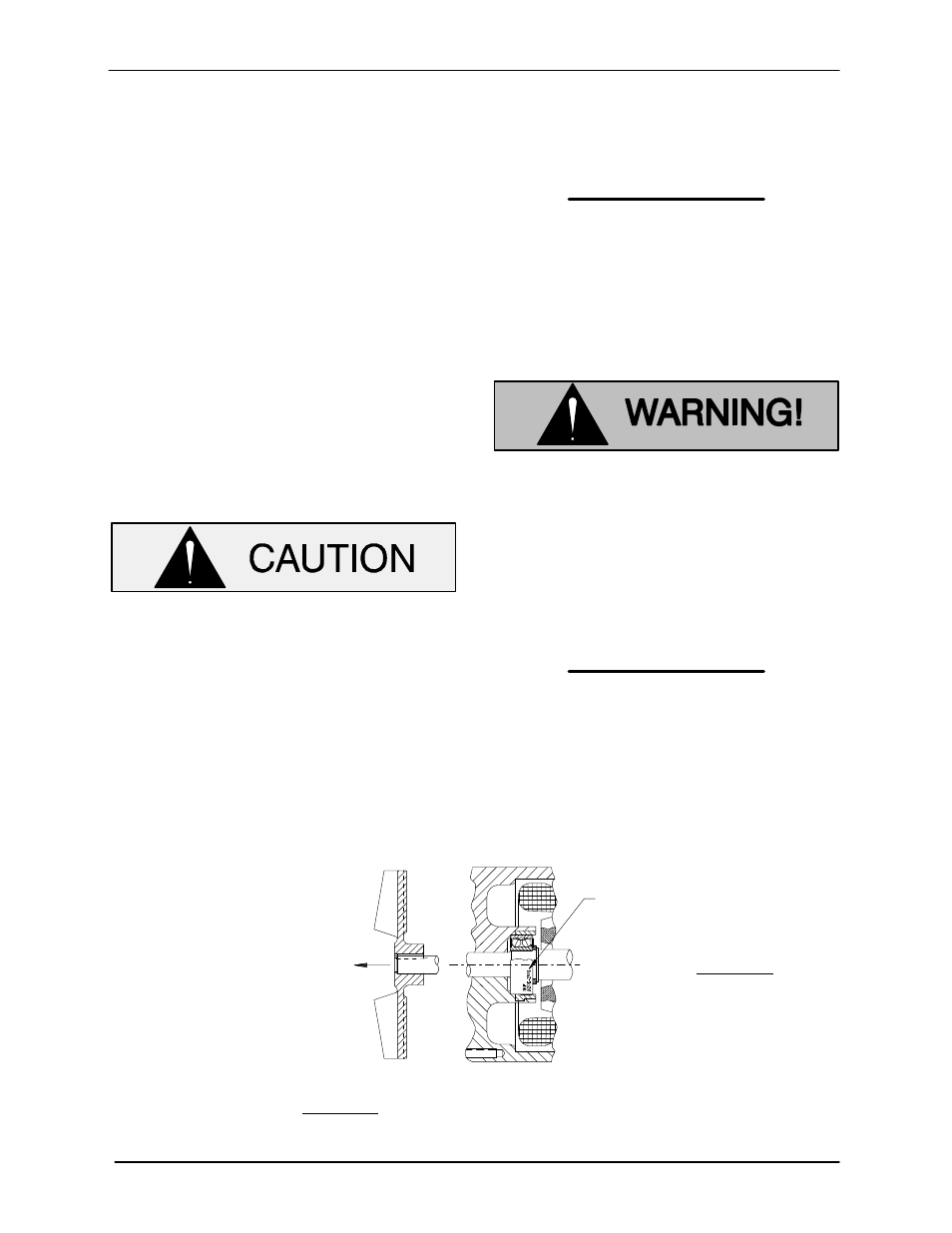
DIRECTION OF
THRUST
PART NUMBER MARKINGS ARE
LOCATED EITHER ON BEARING
O.D. (OFFSET FROM CENTER) OR
ON SIDE FACE OF BEARING. FOR
EITHER TYPE, POSITION BEAR
ING WITH TEXT AWAY FROM IM
PELLER.
INSTALLATION OF SKF 5200 AND 5300 SERIES BEARINGS
NOTE:
THIS BEARING IS MANUFACTURED WITH TWO SEALS OR SHIELDS. WHEN INSTALLED ON THE SHAFT, THE MAN
UFACTURER'S PART NUMBER DESCRIPTION (LOCATED ON SIDE FACE OF BEARING OR BEARING O.D.) MUST BE
LOCATED WITH THE TEXT AWAY FROM THE IMPELLER.
Figure E-4. Bearing Installation