Prokit's Industries 608-351 User Manual
Temperature controlled, Operating instructions, Prokit's industries co., ltd
S T A T I O N DE S O U DU R E
A V E C R E G U L A T I O N DE L A
T E M P E R A T U R E
La station de soudure avec régulateur de température électroni-
que répond aux besoins actuels et futurs de I'industrie de
l'électronique. Elle comporte un circuit électronique complexe
qui permet à l'utilisateur de changer la température de la panne
entre 150°C et 420°C sans remplacer la panne ou l'élément
chauffant. La température ne dévie que de ±15°C du pré-rég-
lage grâce à un thermomètre unique qui se trouve à proximité
de la panne, permettant une réaction rapide et une faible varia-
tion de temperature. Lapanne est isolée du câble secteur par
un transformateur. Une basse tension(24V) alimente l'élément
chauffant. Une commutation entièrement électronique protège
des composants sensibles à la tension et au courant contre des
pics transitoires qui sont parfois provoqués par d'autres appa-
reils qui utilisent des circuits de commutation mécanique. La
station comporte un affichage linéaire par LEDs qui indique ex-
actement la température de la panne.
TE MP E R ATUR E DE TR AVAIL
La bonne température de soudure est très importante pour pou-
voir assurer des joints parfaits. Si la température est trop
basse, la soudure manque de fluidité et donnera des joints de
soudure froide. Si la température est trop élevée, le flux brûlera
et empêche le flux de la soudure. Des températures élevées
peuvent également endommager la plaquette de circuit imprimé
et autres composants sensibles. Lorsque la température de
travail de la panne a été réglée correctement en fonction de la
soudure utilisée, le joint sera parfait. L'alliage le plus souvent
utilisé dans l'industrie de l'électronique se compose à 60%
d'étain et 40% de plomb (60/40). La température de la panne
indiquée pour une soudure de 60/40 figure cidissous (ceci peut
varier d'un fabricant à l'autre).
Point de fusion
215°C
Fonctionnement normal
270°C-300°C
Fonctionnement sur une ligne de production 320°C-380°C
Dessoudure d'un petit joint
315°C
Dessoudure d'un grand joint
400°C
ENTRETIEN DE LA PANNE
La panne fournie est en cuivre revêtu de fer. Si elle est cor-
rectement utilisée, elle durera très longtemps.
1. Garder toujours la panne étamée avant d'éteindre la station
ou de ranger la panne. Essuyez-la uniquement avant
l'utilisation.
2. Ne pas maintenir le fer à une température trés élevée
pendant trop longtemps parce que la surface de la panne
risque de craqueler.
3. Ne jamais nettoyer la panne avec un matériau abrasif ou une
lime.
4. Si une pellicule d'oxyde s'est formée, il faut frotter la panne
légèrement avec une toile émeri d'une grosseur de grain de
600-800, de l'alcool isopropylique ou équivalent et la
chauffer immédiatement pour étamer de nouveau la panne
ce qui évite une oxydation de la surface exposée.
5. Retirez et nettoyez la panne toutes les 20 heures d'utilisation
ou au moins une fois par semaine. Retirez toutes les
particules du cylindre.
6. Ne pas utiliser des flux de soudure contenant des chlorures
ou de l'acide. Utilisez exclusivement des flux à base de
résine ou activés par résine.
7. Ne pas appliquer des matériaux compound ou anti-agrippant
sur la surface exposée.
◆
MAINTENANCE
R E MP L AC E ME NT E T MIS E E N P L AC E DE L A P ANNE
Note: Pour le remplacement et le nettoyage de la panne, at-
tendez que le fer soit à température ambiante. Pour remplacer
ou changer la panne, il suffit de dévisser l'écrou moleté. ll faut
mettre la station hors tension et attendre le refroidissement
parce que le système risque d'être endommagé lorsque la
panne n'est pas en place. Après le retrait de la panne, soufflez
tous les residus d'oxyde qui se sont formés dans la partie du
cylindre qui maintient la panne. Resserrez le cylindre unique-
ment à la main. Il ne faut pas utiliser des pinces pour serrer
l'écrou. Si la panne se dévisse quand le fer est chaud, utilisez
une pince uniquement pour ne pas vous bruler les doigts. Ne
pas trop serrer l'écrou car ceci risque d'endommager l'élément
chauffant.
NE TTOY AG E DU B OITIE R
Nettoyez le boîtier extérieur du fer ou de la station à l'aide d'un
chiffon humide et d'une petite dose de détergent liquide. Ne ja-
mais immerger l'appareil dans l'eau ou laisser pénétrer des liq-
uides dans le boîtier de la station. Ne jamais utiliser des sol-
vants pour nettoyer le boîtier.
P R O DU C T DE S C R I P T I O N
The electronic temperature control soldering station has been
developed to meet the present and future needs of the electron-
ics industry. It incorporates a sophisticated electronic circuit
which enables the user to change the tip temperature from
300°F(150°C) to 790°F (420°C) without the need to change the
tip or heating element. The temperature is maintained within
±
10°F of its preset temperature. This is made possible by a
unique temperature sensor that is located near the tip, resulting
in rapid response and little temperature variation. The tip of the
unit is isolated from the AC line by a transformer. Low voltage
(24 volts) is utilised to power the heating element. Completely
electronic switching protects voltage and current sensitive com-
ponents against transient spikes sometimes caused by other
units utilising mechanical switching circuits. This unit incorpo-
rates a linear LED array readout which accurately indicates the
temperature of the tip.
WOR K ING TE MP E R ATUR E
Soldering at the correct temperature is very important to insure
perfect solder connection. If the temperature is too low the sol-
der will not flow correctly and will cause cold solder joints. If the
temperature is too high the flux will be burned and not allow the
solder to flow. High temperatures can also cause damage to
the PC Board and other sensitive components. When tip work-
ing temperature is set within the correct parameters suited to
the particular solder being used a good joint is assured. The
most common solder alloys used in the electronics industry is
60%tin, 40% lead (60/40). A common tip working temperature
of 60/40 solder is detailed below (this may vary from manufac-
turer to manufacturer).
Melting point
419°F (215°C)
Normal operation
518°F-572°F
(270°C-300°C)
Production line operation
608°F-716°F
(320°C-380°C)
Desoldering operation for small joint
599°F (315°C)
Desoldering operation for larger joint
752°F (400°C)
C AR E OF THE TIP
The tip supplied is iron plated copper. If used properly it will
last a long time.
1. Always keep tips tinned before switching off or storing for
any period of time; wipe only before use.
2. Do not keep the iron set at a high temperature for a long
period of time as this will break down the surface of the tip.
3. Never clean the tip with coarse abrasive materials or files.
4. If an oxide film does form it can be cleaned by lightly rubbing
with a 600-800 grit emery cloth, isopropyl alcohol or
equivalent, and then immediately reheat and retin the tip to
prevent oxidation of the wettable surface.
5. Remove the tip and clean every twenty hours of use, or at
least once a week, and remove any loose build up in the
barrel.
6. Do not use fluxes containing chloride or acid. Use only rosin
or activated resin fluxes.
7. Do not use any compound or anti-seize materials on the
wettable surface.
◆
MAINTENANCE
TIP R E P L AC E ME NT AND DR E S S ING
Note: Tip replacement or cleaning should be done only when
the iron is at room temperature. The tip can be changed or re-
placed simply by unscrewing the knurled nut barrel assembly.
The station must be switched off and allowed to cool before and
during this operation, as damage may result if the system is left
on without the tip inserted. After removing tip, blow out any ox-
ide dust that may have formed in the tip retaining area of the
barrel assembly using only hand pressure to tighten. Pliers
should only be used to tighten the nut if loosening should occur
when the iron is hot to avoid buming your fingers. Care should
be taken not to overtighten as this would damage the element.
G E NE R AL C L E ANING
The outer case of the iron or station may be cleaned with a
damp cloth using small amounts of liquid detergent. Never sub-
merse the unit in liquid or allow any liquid to enter the case of
the station. Never use solvent to clean the case.
S O L DE E R S T A T I O N M E T
T E M P E R A T U U R R E G E L I N G
◆
BEDIENINGSINSTRUKTIES
Het elektronische soldeerstation met temperatuurregeling is
ontwikkeld om in de huildige en toekomstige behoeften van de
elektronische industrie te voorzien. Het heeft een geavanceerd
elektronisch circuit waarmee de stifttmperatuur ingesteld kan
worden van 150°C tot 420°C zonder dat de stift of het verwar-
mingselement verwisseld hoeft te worden. De temperatuur
wordt binnen 10°F van de ingestelde temperatuur gehouden.
Dit wordt gewaarborgd door een unieke temperaatuursensor
die zich vlakbij de stift bevindt, en die voor een snelle respons
en weinig temperatuurschommelingen zorgt. De stift van het
apparaat is van de AC-kabel geïsoleerd door middel van een
transformator. Voor de voeding van het verwarmingselement
wordt van laagspanning (24 volt) gebruik gemaakt. De volle-
dige elektronische schakeling beschermt spannings-en stroom-
gevoelige komponenten tegen transiënte korte spanningspul-
sen die soms voorkomen bij andere apparaten met mechani-
sche schakelcircuits. Dit apparaat heeft een lineaire LED uitlez-
ing die de stifttemperatuur nauwkeurig aangeeft.
B E DR IJ F S TE MP E R ATUUR
Solderen met de juiste temperatuur is erg belangrijk voor per-
fekte soldeerverbindingen. Als de temperatuur te laag is, zal
het soldeermiddel niet goed vloeien en dit zal koude soldeer-
punten tot gevolg hebben. Als de temperatuur te hoog is, zal
het smeltmiddel verbranden waardoor het soldeer niet goed kan
vloeien. Hoge temperaturen kunnen ook schade veroorzaken
aan de printplaat en andere gevoelige elementen. Als de bed-
rijfstemperatuur van de stift wordt ingesteld binnen de parame-
ters geschikt voor de bepaalde soldeer die wordt gebruikt, bent
u verzekerd van een goede verbinding. De in de elektronikain-
dustrie meest gebruikte soldeerlegering is 60% tin, 40% lood
(60/40). Voor het gebruik van 60/40 soldeer wordt hieronder
een algemeen gebruikte temperatuur aangegeven (dit kan van
fabrikant tot fabrikant verschillen).
Smeltpunt
215°C
Normaal gebruik
270°C-300°C
Gebruik bij produktiestraat
320°C-380°C
Soldeervrij maken van kleine verbinding
315°C
Soldeervrij maken van grotere verbinding
400°C
ONDE R HOUD VAN DE S TIF T
De geleverde stift is van koper bedekt met een laag ijzer. In-
dien op de juiste manier gebruikt gaat deze Lang mee.
1. De stiften altijd met tin bedekt laten bij het uitschakelen van
het apparaat of het opbergen ervan voor langere tijd; alleen
afvegen vóór gebruik.
2. Laat de soldeerbout niet een langere periode op een hoge
temperatuur staan want dit leidt tot afbraak van het
oppervlak van de stift.
3. De stift nooit schoonmaken met grove, schurende materialen
of vijlen.
4. Als er zich een oxidefilm heeft gevormd, kan dit verwijderd
worden door licht te wrijven met schuurkatoen(600-800 grit)
en isopropylalcohol of gelijkwaardig middel; vervolgens de
stift onmiddellijk weer opwarmen en opnieuw met tin
bedekken om oxidatie van het bebochtigbare oppervlak te
voorkomen.
5. Na iedere 20 uur gebruik, of in ieder geval een keer per
week, de stift verwijderen en schoonmaken, en al het
opgehoopte losse materiaal in de loop verwijderen.
6. Gebruik geen smeltmiddelen die chloride of zuur bevatten.
Gebruik alleen smeltmiddelen met natuurhars of
geaktiveerde harsfluxen.
7. Gebruik geen kit of smeermiddelen op het te solderen
oppervlak.
◆
ONDERHOUD
HE T VE R VANG E N E N R E INIG E N VAN DE S TIF T
N.B.: Het vervangen of schoonmaken van de stift moet gebeu-
ren als de soldeerbout op kamertemperatuur is. De stift kan
vervangen of verwisseld worden door de loop met geribde moer
los te draaien. Hiervoor moet het station uit staan en afgekoeld
zijn, omdat het schadelijk voor het apparaat is als hij zonder de
stift aan staat. Na het verwijderen van de stift, eventuele oxy-
destof wegblazen dat zich heeft gevormd op de plaats waar hij
bevestigd is. Draai hem vervolgens met de hand vast. Een
buigtang mag alleen gebruikt worden als de soldeerbout zo
heet is dat u uw vingers zou verbranden. U moet voorzichtig
zijn hem niet te vast te draaien, daar dit het element kan be-
schadigen.
AL G E ME NE R E INIG ING
De buitenkant van de soldeerbout of het station mag met een
vochtige doek en kleine hoeveelheden vloeibaar reinigingsmid-
del schoongemaakt worden. Het apparaat nooit onderdompe-
len in vloeistof, en ervoor zorgen dat er geen vloeistof in het
statin binnendringt. Nooit oplosmiddel gebruiken om de kast
schoon te maken.
L
ö
T S T A T I O N M I T
T E M P E R A T U R R E G E L U N G
◆
BESCHREIBUNG
Die Lötslation mit elektronischer Temperaturregelung wurde für
die heutigen und zukünftigen Bedürfnisse der Elektronikindus-
trie entwickelt. Der elektronische Schaltkreis ermögliccht eine
Temperatureinstellung von 150°C bis 420°C ohne Auswechseln
der Spitze oder des Heizelements. Durch einen speziell entwik-
kelten Temperatursensor in der Nähe der Spitze bleibt die Tem-
peratur innerhalb von ±3°C konstant. Ein Trafo isoliert die Spi-
tze vom Netzstrom. Das Heizelement wird über niederspan-
nung (24V) versorgt. Voll elektronische Schaltungen schützen
die spannungs-und stromempfindlichen Bauteile gegen vorü-
bergehende Spannungspitzen, die von anderen mechanisch
geschalteten Geräten verursacht werden können. Eine LED-
Kette zeigt genau die Temperatur der Spitze an.
B E TR IE B S TE MP E R ATUR
Perfekte Lötnähte können nur durch die richtige Löttemperatur
erreicht werden. Bei zu schwacher Temperatur fliebt das Löt-
zinn nicht genügend und verursacht unsaubere Nähte. Durch
zu hohe Temperaturen verbrennt das Lötflubmittel und das Lot-
zinn kann nicht flieben. Zudem besteht die Gefahr, das PCB
und andere empfindliche Bauteile zu beschädigen. Wenn die
Temperatur der Spitze auf die dem Lötzinn angepabte Temper-
atur eingestellt ist, ist eine saubere Lötnaht so gut wie sicher.
Die in der Elektronikindustrie geläufigste Lötlegierung besteht
zu 60% aus Zinn und 40% aus Blei(60/40). Nachetehend sind
die gebrauchlichsten Betriebstemperaturen für dieses Lötzinn
aufgeführt (sie können von einem hersteller zum anderen
leichte Unterschiede aufweisen).
Schmelzpunkt
215°C
Normalbertrieb
270°C~300°C
Fliebbandbetrieb
320°C~380°C
Entloten von kleinen Nahten
315°C
Entloten von groben Nahten
315°C
P F L E G E DE R S P ITZE
Die mitgelieferte Spitze ist aus verkupfertem Eisen. Bei richti-
gem Gebrauch hält sie sehr lange.
1. Die Spitze mub vor dem Ausschalten oder bei langerer
Nichtbenutzung stets gezinnt sein. Erst vor Gebrauch
abwischen.
2. Den Lötkolbn nicht über zu lange Zeit auf grobe Hitze
einstellen, um die Oberflache der Spitze nicht zu
beschädigen.
3. Die Spitze auf keinen Fall mit Schmirgelpapier oder
scheuernden Mitteln reinigen.
4. Bei Rostbildung kann die Spitze leicht mit 600-800er S
hmirgelleinen, lsopropylalkohol oder ähnlichem abgerieben
werden. Die Spitze danach sofort erhitzen und verzinnen,
um erneute Rostbildung an der Oberfläche zu vermeiden.
5. Die Spitze nach jeweils 20 Stunden Gebrauch oder
mindestens einmal die Woche entfernen und reinigen. Lose
Partikel aus dem Zylinder entfernen.
6. Keine cholr-oder säurehaltigen Flubmittel benutzen. Nur
Kolophoniumlötzinn verwenden.
7. Keine Verbund -oder Gleitmittel auf der Spitzenoberfläche
verwenden.
◆
INSTANDHALTUNG
AUS WE C HS E L N UND R E INIG E N DE R S P ITZE
Hinweis: Das Auswechseln und Reinigen der Spitze erst vor-
nehmen, wenn der Lötkolben auf Raumtemperatur abgekühlt
ist. Den Zylinder abschrauben und die Spitze herausnehmen
Die Lötstation muß vor und während dieses Arbeitsganges aus-
geschaltet und abgekühlt sein. Die Lötstation darf auf keinen
Fall ohne Spitze betrieben werden. Nach Entfernen der Spitze
den Roststaub, der sich im Zylinder gebildet hat, herauspusten
und den Zylinder nur mit der Hand festschrauben. Eine Zange
nur dann benutzen, wenn sich die Mutter während des Lötvor-
gangs gelockert hat und der Kolben zu heiß zum Anfassen ist.
Den Zylinder nicht zu fest schrauben, damit das Heizelement
nicht beschädigt wird.
AL L G E ME INE R E INIG UNG
Das Gehäuse der Station mit einem feuchten Tuch und gering-
er Menge flüssigen Reinigunsmittels abwischen. Die Station
auf keinen fall ins Wasser tauchen oder Flussigkeiten ins Ge-
hauseinnere eindringen lassen. Keine Losungsmittel zum Re-
inigen des Gehäuses verwenden.
S O L DE R I N G
S T AT I O N
TEMPERATURE CONTROLLED
OPERATING INSTRUCTIONS
608-351
TUV Rheinland
gaper
S ic herheir
Production inspected
Group
F
G B
N L
D
1/16"
1/8"
3/64"
3/64"
1/32"
1/32"
1/64"
1
3
2
5
6
7
12
13
11
10
9
8
4
HEATER
3
0 36 4
1 45 5
2 57 6
3 66 7
3 79
POWER
ELECTR
ONIC S
OLDER
ING
15 18
21 24
27 30
33 36
39 42
TE
MP CONTRO
L
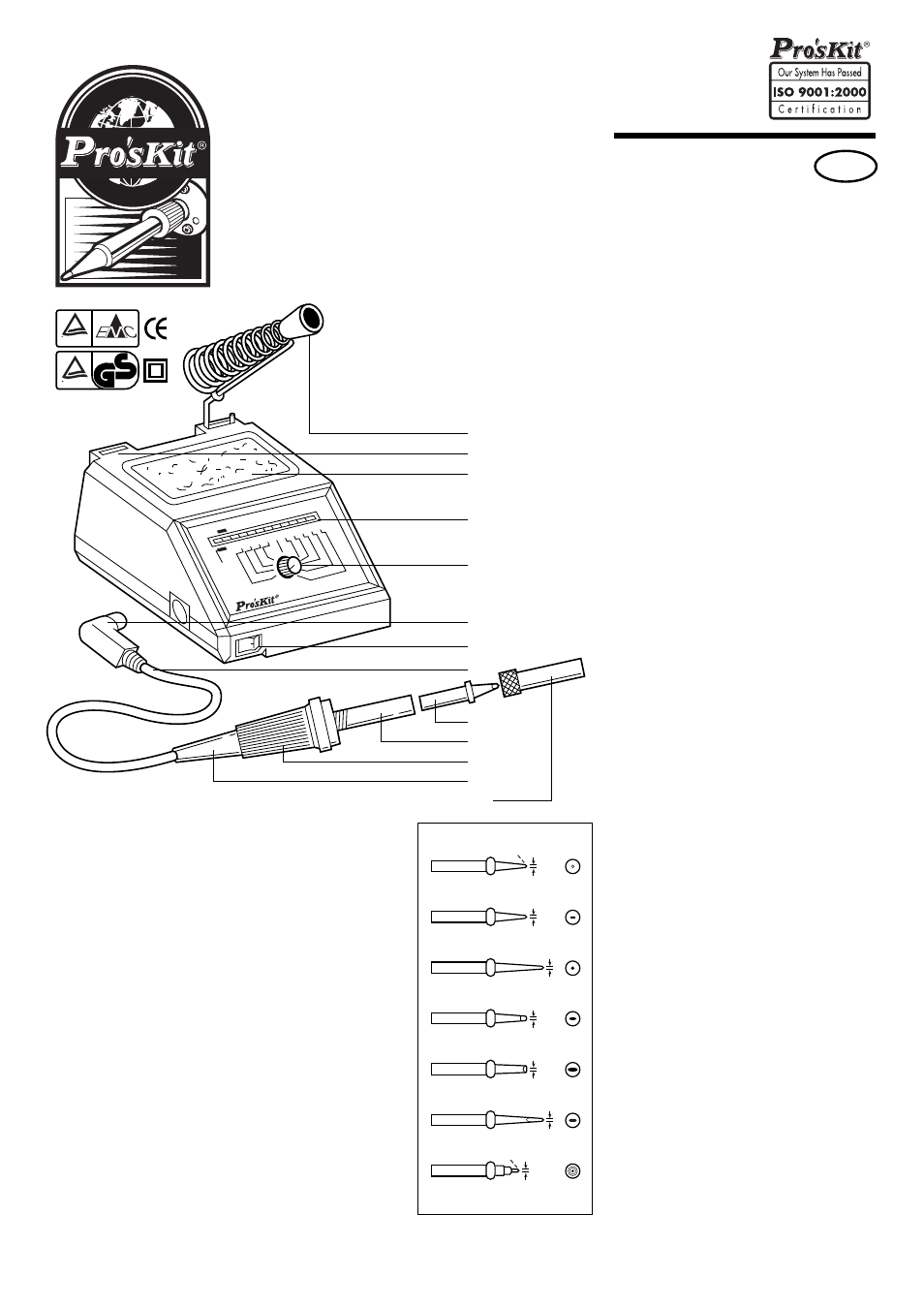
1. IRON HOLDER
SUPPORT DU FER
K OLB E NHALTE R
HOUDE R S OL DE E R B OUT
2. FUSE HOLDER ( REAR )
( USE 1A 20MM FUSE ONLY )
PORTE-FUSIBLE ( ARRIERE )
( UTILSER UNIQUEMENT UN
FUSIBLE 1A 20MM )
SIC HE R UNG SHALTE R ( R UC K SE ITE )
( NUR 1A 20MM SIC HE R UNG VE R
WE NDE N )
ZE K E R ING HOUDE R ( AC HTE R )
( AL L E E N 1A 20MM ZE K E R ING
G E B R UIK E N )
3. TIP CLEANING SPONGE
EPONGE DE NETTOYAGE DE LA
PANNE
R E INIG UNG SSC HWAMM
S C HOONMAAK -S P ONS
4. TEMPERATURE DISPLAY
AFFICHAGE DE LA TEMPERATURE
TE MPE R ATUR ANZE IG E
TE MP E R ATUUR UITL E ZING
5. TEMPERATURE ADJUSTMENT
REGLAGE DE TEMPERATURE
TE MPE R ATUR R E G LE R
TE MP E R ATUUR UITL E ZING
¨
6. TIP GROUNDING TERMINAL
BORNE DE MASSE DE LA PANNE
E R DUNG SSC HR AUB E
AAR DING S C ONTAC T
7. SWITCH / COMMUTATEUR /
SC HALTE R
/ S CHAK E LAAR
8. HEAT RESISTANT SILICON
CABLE CABLE EN SILICONE
RESISTANT A LA CHALEUR
HITZE B E STANDIG E S SILIK ONK AB E L
HITTE B E S TE NDIG E S IL IK OONK AB E L
9. TIP / PANNE / SPITZE / S TIFT
10. HEATER WITH SENSOR
ELEMENT CHAUFFANT AVEC
THERMOMETRE
HE IZE LE ME NT MIT TE MPE R ATUR
SE NSOR
VE R WAR MING S E L E ME NT ME T S E N-
S OR .
11. COLLAR / COLLET / ZYLINDER / K R AAG
12. HANDLE / MANCHE / HANDGRIFF /
HANDVAT
13. KNURLED NUT BARREL ASSEMBLY
ECROU MOLETE SUR CYLINDRE
B UND G R IFF
L OOP ME T G E R IB B E L DE MOE R
¨
M A
N UFA CTURE
R
PR
OF
ESSI
ONAL TO
OLS
PROKIT'S INDUSTRIES CO., LTD.
www.prokits.com.tw
©2008 Prokit’s Industries Co., LTD. All rights reserved
2008001
:608-351
:210x297mm