Changing blade speeds, Blade selection, Evaluating cutting efficiency – Wilton 3410 User Manual
Page 11: Blade break-in procedures, Starting a cut
11
Changing blade speeds
The Models 3410 and 3400 are 4-speed cut-off
saws. The different speeds are obtained by changing the
position of the drive V-belt which connects the motor
pulley to the drivewheel gearbox pulley.
To change blade speeds:
1. Disconnect the saw from its electrical power source to
prevent any possibility of accidental motor start-up.
2. Allow the saw arm to rest at its full horizontal position.
3. Open the pulley cover to expose the V-belt and
pulleys.
4. Loosen the motor plate lock bolt jam nut and lock bolt.
5. Loosen the jam nuts on the motor plate adjustment
bolts, then loosen the motor plate adjustment bolts so the
motor can slide on its mounting plate to where the V-belt
can be removed from the pulleys.
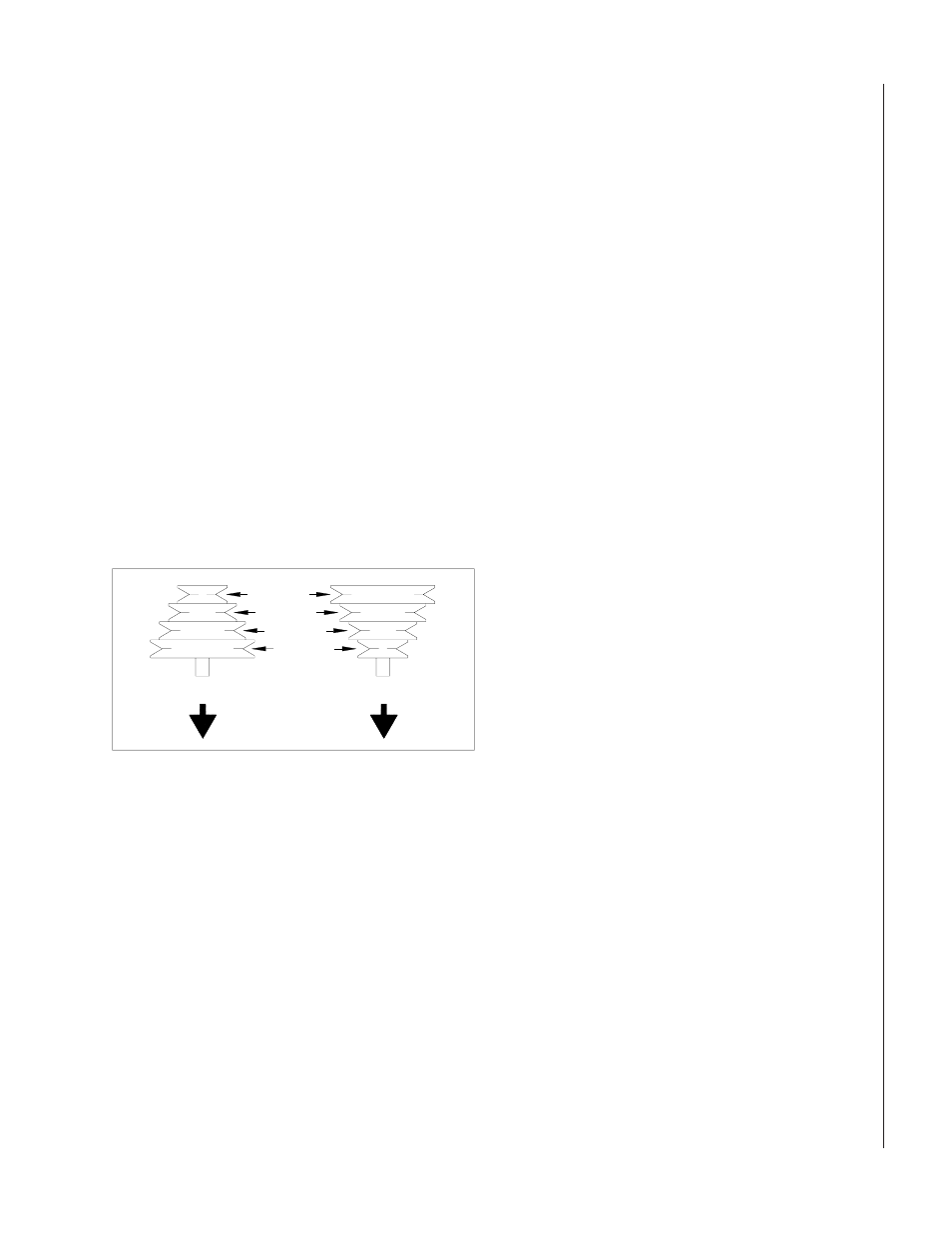
6. Put the V-belt in the pulley position for the speed you
require --- refer to Figure 7 for belt locations and speeds
available.
7. Tension the belt by adjusting the motor adjustment
bolts until the V-belt has one belt's width of slack when
pressed firmly in the center of its travel.
8. Reverse steps 1 through 5, above, to complete the
speed change.
Figure 7: Belt position/speed relationships
Blade selection
The saw is delivered with a blade adequate for a
variety of cut-off jobs on a variety of common materials.
Wilton also can provide you with other blades. See the
parts listings for available blade types. See Table 1, for
some recommended speeds for various materials.
However, these selections, while appropriate to the many
of shop cutting needs, don't begin to exhaust the wide
variety of blades of special configuration (tooth pitch and
set) and special alloys for cutting unusual or exotic
materials.
For very high production on cutting of special
materials, or to cut hard-to-cut materials such as stainless
steel, tool steel, titanium, etc., you can ask your industrial
distributor for more specific blade recommendations.
Also, the supplier who provides the workpiece material
should be prepared to provide you with very specific
instructions regarding the best blade (and coolant or
cutting fluid, if needed) for the material or shape supplied.
Blade break-in procedures
New blades are very sharp and, therefore, have a
tooth geometry which is easily damaged if a careful break-
in procedure is not followed. You may want to consult
manufacturers' literature for break-in of specific blades on
specific materials. However, the following procedure will
be adequate for break-in of Wilton supplied blades on
lower alloy ferrous materials.
1. Clamp a round section work piece in the vise. The
work piece should be 2 inches or larger in diameter.
2. With the saw on low speed, begin the cut with a very
light feed rate.
3. After the saw has completed 1/3rd of the cut, increase
the feed rate slightly and allow the saw to complete the
cut.
4. Without disturbing the position of the needle valve,
begin a second cut on the same or similar work piece.
5. After the blade has completed about 1/3rd of the cut,
increase the rate of feed and observe chip formation until
cutting is at its most efficient rate (see Evaluating blade
efficiency, above) ...then allow the saw to complete the
cut. The blade can now be considered ready for regular
service.
Evaluating cutting efficiency
Is the blade cutting efficiently? The best way to
determine this is to observe the chips formed by the
cutting blade.
If the chip formation is powdery, then the feed is
much too light, or the blade is too dull.
If the chips formed are curled, but colored -- that is,
either blue or straw colored from heat generated during
the cut -- then the feed rate is too high.
If the chips are slightly curled and are not colored by
heat -- the blade is sufficiently sharp and is cutting at its
most efficient rate.
Starting a cut
To avoid blade damage, follow these procedures:
1. Never start a cut with the blade resting on the
workpiece.
2. Never start a cut on a sharp edge. If the workpiece
has a sharp edge, use a file to knock off the sharp edge
before lowering the blade onto the workpiece.
3. Have the motor on and running at full speed before
cutting.
4. Use the hydraulic control cylinder needle valve to
begin the cut of any single piece (although succeeding
pieces of the same type can be started using the quick
shut off valve.)
5. If you use coolant or cutting fluid, turn on the flow of
coolant before starting a cut.
80 SFM
130 SFM
180 SFM
265 SFM
Motor
Gearbox