Accessories, Wire feeders and tractors, Field installed options – Lincoln Electric IDEALARC IM10018-A User Manual
Page 24: Factory or field installed options
C-1
ACCESSORIES
C-1
IDEALARC® DC-600 VRD
WIRE FEEDERS AND TRACTORS
The IDEALARC® DC-600 VRD can be used to power
any of the following Lincoln Wire Feeders and
Tractors:
Semi-Automatic Wire Feeders:
DH-10
LN-9
LN-7
LN-9 GMA
LN-7 GMA
LN-23P
LN-742
LN-25
LN-8
LN-10
Automatic Wire Feeders:
NA-3
NA-5R
NA-5
Tractors:
LT-7 LT-56
FIELD INSTALLED OPTIONS
Remote Output Control (K775 or K857
with K864 Adapter)
An optional “remote out control” is available. The
K775 is the same remote control that is used on other
Lincoln power sources. The K775 consist of a control
box with 28 feet (8.5mm) of four conductor cable. This
connects to terminals 75,76, and 77 on the terminal
strip (T.S.1) and the case grounding screw so marked
with the symbol “ ” on the machine. These termi-
nals are located behind the hinged cover on the case
front. This control will give the same control as the
output control on the machine.
The K857 is similar to the K775, except the K857 has
a 6-pin MS-style connector. The K857 requires a
K864 adapter cable which connects to the 14-pin con-
nector on the case front.
Remote Control Adapter Cable (K864)
A "V" cable 12" (.30 m) long to connect a K857
Remote Control (6-pin connector) with an LN-7 wire-
feeder (14-pin connector) and the machine (14-pin
connector). If a remote control is used alone the wire-
feeder connection is then not used.
Undercarriages (K817P, K842)
For easy moving of the machine, optional undercar-
riages are available with polyolefin wheels (K817P) or
a platform undercarriage (K842) with mountings for
two gas cylinders at rear of welder.
Paralleling Kit (K1611-1)
Paralleling of two VRD models or a standard model
with a VRD model is not recommended.
Tig Module (K930-2)
Portable high frequency generator for AC/DC TIG
welding.
FACTORY OR FIELD INSTALLED
OPTIONS
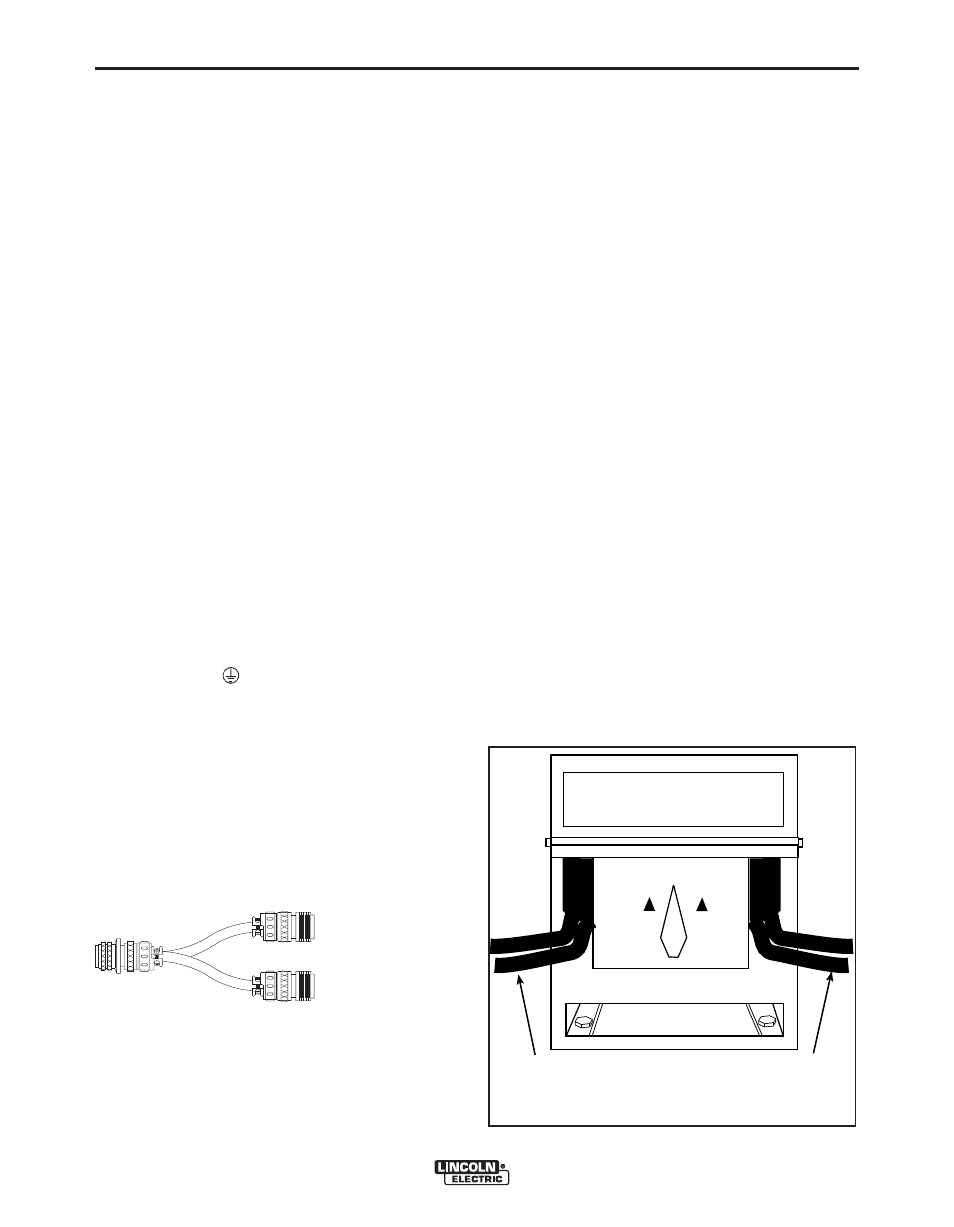
Multi-Process Switch (K804-1)
The MULTI-PROCESS SWITCH gives you the ability
to:
• Switch between "stick welding or air/carbon arc cut-
ting" and using a semi-automatic or automatic wire
feeder.
• Change the polarity of a semi-automatic or auto-
matic wire feeder without changing any electrical
cable connections.
See Figure C.1
FIGURE C.1 - MULTI-PROCESS SWITCH
STRAIGHT PLUG (14 PIN)
TO POWER SOURCE
CABLE RECEPTACLE (6 SOCKET)
CABLE RECEPTACLE (14 SOCKET)
TO: K857 REMOTE CONTROL
TO: LN-7 WIRE FEEDERS
S T R A I G H T P L U G ( 1 4 P I N )
T O P O W E R S O U R C E
C A B L E R E C E P T A C L E ( 6 S O C K E T )
C A B L E R E C E P T A C L E ( 1 4 S O C K E T )
T O : K 8 5 7 R E M O T E C O N T R O L
T O : L N - 7 W I R E F E E D E R S
–
+
WIRE
FEEDER
CABLES
STICK OR
AIR/CARBON
ARC CABLES
STICK OR
AIR
CARBON
ARC
+
-
–
+
WIRE
FEEDER
CABLES
STICK OR
AIR/CARBON
ARC CABLES
STICK OR
AIR
CARBON
ARC
+
-