Operation, Pulse welding procedure guidelines – Lincoln Electric MIG PULSER IM555 User Manual
Page 14
B-4
OPERATION
B-4
MIG PULSER
PULSE WELDING PROCEDURE
GUIDELINES
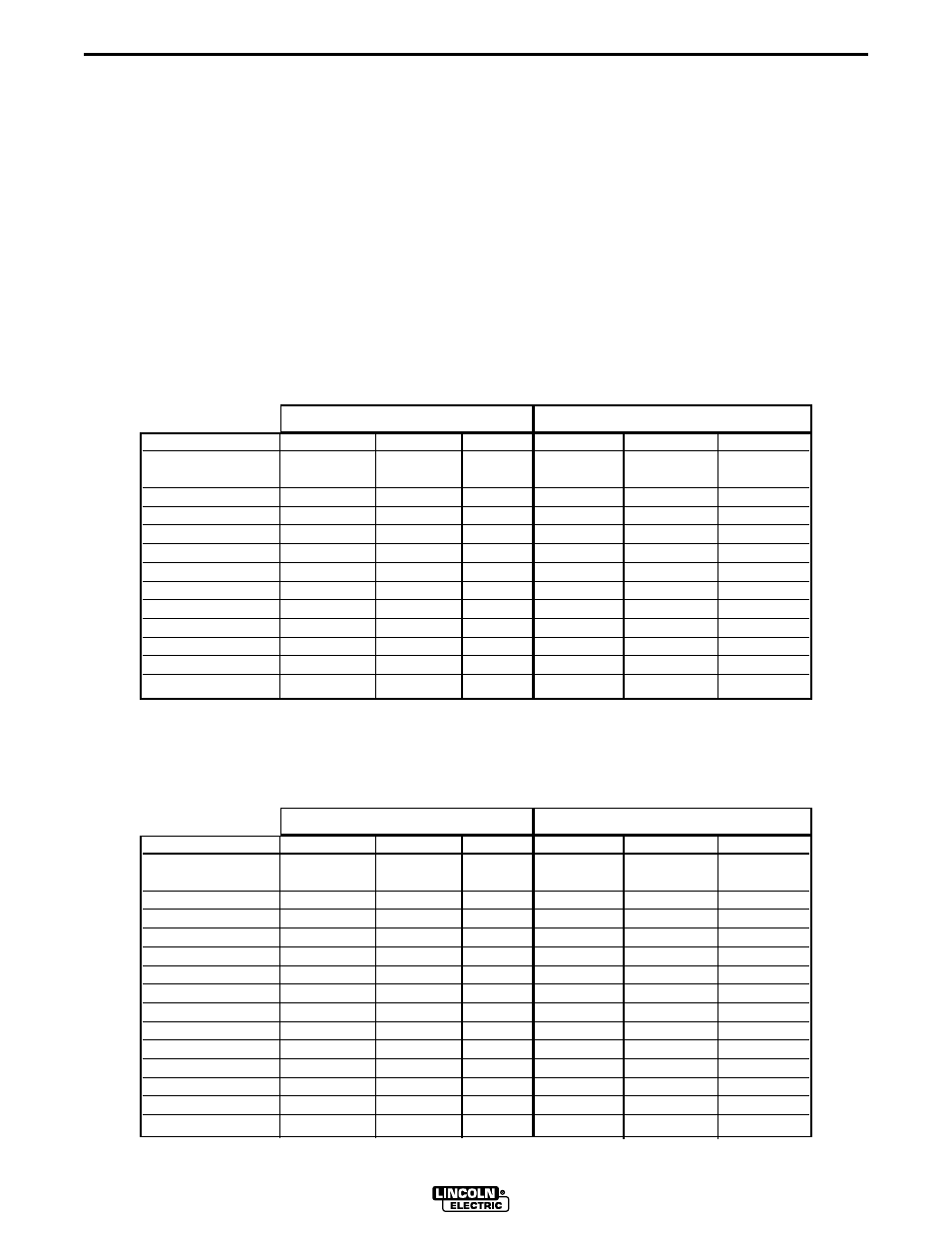
Tables B.2 and B.3 list initial settings guidelines for
pulse welding with the MIG PULSER for Stainless
Steel and Mild Steel. These settings are intended as
suggestions only. The serviceability of a product or
structure utilizing this type of information is and must
be the sole responsibility of the builder/user. Many
variables beyond the control of The Lincoln Electric
Company affect the results obtained in applying this
type of information. These variables include, but are
not limited to, welding procedure, plate chemistry and
temperature, weldment design, fabrication methods
and service requirements.
These settings were developed for joints in the flat or
horizontal position. Out-of-position work will require
adjustments to these procedures.
To tighten or stiffen the arc, try decreasing the Peak
setting. To widen or soften the arc, try increasing the
Peak setting.
Wire Feed Speed
Peak
Bkgnd
Arc Length
Peak
Bkgnd
Arc Length
135 IPM
Low
Norm
2
--
--
--
150
Low
Norm
3.5
Med
Norm
4.5
200
Low
Norm
5
Hi
Norm
5.5
250
Med
Norm
5.5
Hi
Norm
6.5
300
Med
Norm
6
Hi
Norm
7
350
Med
Norm
6.5
Hi
Norm
7.5
400
Med
Norm
7
Hi
Norm
7.7
450
Med-Hi
Norm
7.5
Hi
Norm
8
500
Med-Hi
Norm
8
Hi
Norm
8.1
550
Med-Hi
Norm
8.5
--
--
--
600
Med-Hi
Norm
9
--
--
--
650
Med-Hi
Norm
9.5
--
--
--
.035 E308LSi 98/2 Ar/O
2
.045 E308LSi 98/2 Ar/O
2
Table B.2 Procedure Guidelines for Stainless Steel
Table B.3 Procedure Guidelines for Mild Steel
Wire Feed Speed
Peak
Bkgnd
Arc Length
Peak
Bkgnd
Arc Length
100 IPM
--
--
--
Low
Norm
5.1
125
--
--
--
--
--
--
150
Low
Norm
4.5
Med
Norm
6.2
200
Low
Norm
5.5
Med
Norm
7
250
Low
Norm
6
Med
Norm
7.5
300
Low
Norm
6.4
Med
Norm
8
350
Low
Norm
7
Med
Norm
8.5
400
Low
Norm
7.5
Med
Norm
9
450
Low
Norm
8.1
Med
Norm
9.5
500
Med
Norm
8.2
--
--
--
550
Med
Norm
8.4
--
--
--
600
Med
Norm
8.5
--
--
--
650
Med
Norm
9
--
--
--
700
Med
Norm
9.5
--
--
--
.035 L-56 90/10 Ar/CO
2
.045 L-56 90/10 Ar/CO
2
JAN97