Operation – Lincoln Electric LN -15 WIRE FEEDER IM823-A User Manual
Page 24
B-9
OPERATION
B-9
LN™-15 ACROSS THE ARC MODEL & (CE)
S E T T I N G A R C S E N S I N G W I R E F E E D S P E E D
FOR CONSTANT CURRENT OPERATION
When using a constant current (formerly variable voltage)
power source, welding performance is im proved using arc
sensing wire feed speed (CC operation). In this wire feed
mode the wire speed increases if arc voltage increases,
and decreases if arc voltage de creases, but remains con-
stant at any specific voltage level.
The LN™-15 permits accurate presetting of the desired
wire feed speed, for the desired arc voltage to be used,
by setting the Wire Feed Speed in the fol lowing manner
before welding:
a. Activate press and spin during power up and change
to the CC mode. See “Changing the CV/CC mode
or WFS units” in this Operation Section.
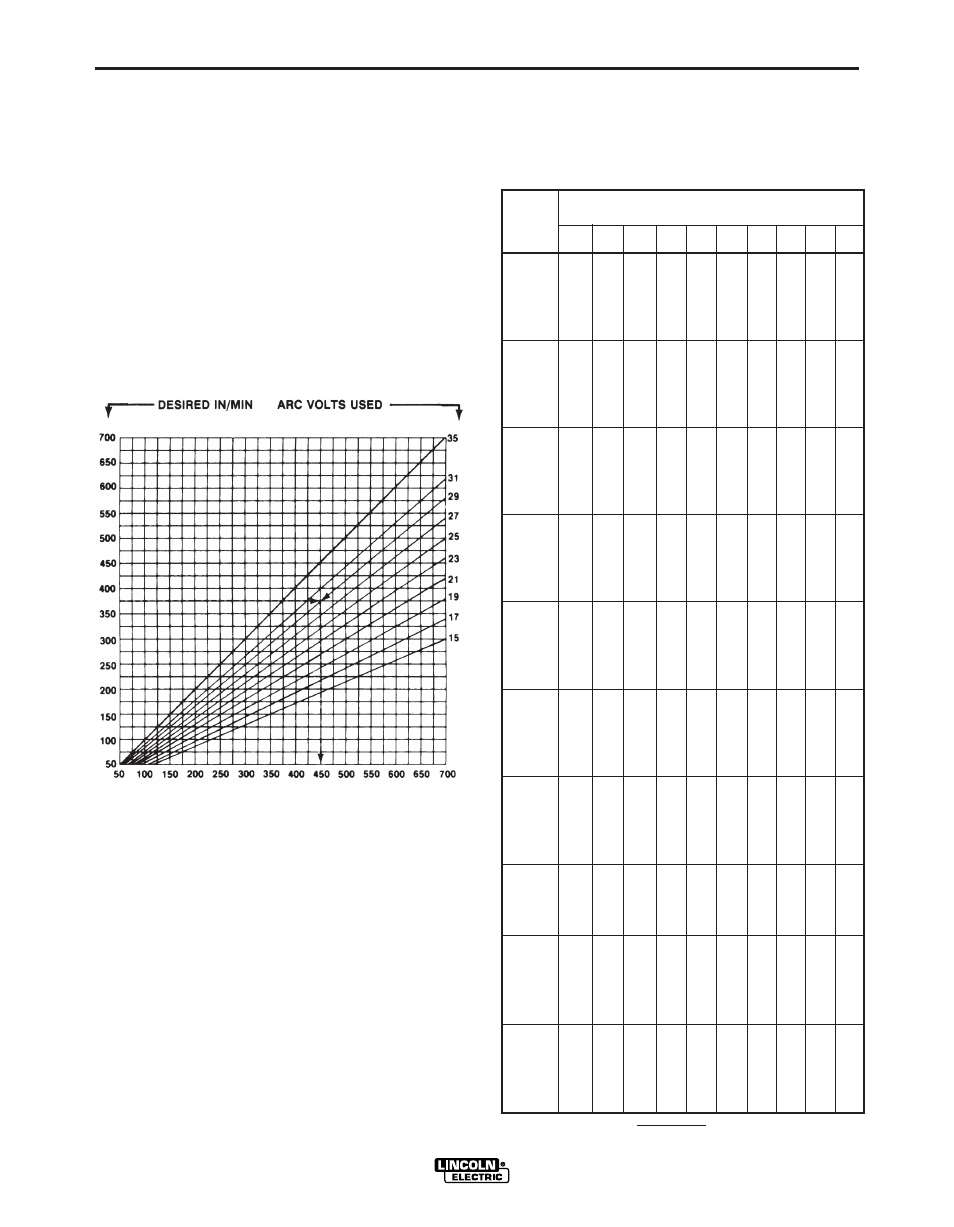
FIGURE B.4 CC WIRE SPEED SETTING
b. Referring to the graph located above the Mode switch
(also shown in Figure B.4):
1. Select the horizontal line representing the DE -
SIRED IN/MIN. for the welding procedure. (See
example arrow line for 375 in/min.)
2. Select the diagonal line representing the ARC
VOLTS to be used for the welding procedure. (See
example arrow line for 29 volts.)
3. Determine the vertical line representing the CC
WIRE SPEED SETTING where the above two lines
cross. (See example arrow line for 450.)
c. Adjust the WFS display to the value determined in
Step (3) above (450 for example used).
The wire will feed at the DESIRED IN/MIN speed when the welding
power source is set to the arc voltage to be used for the weld
procedure (375 in/min. at 29V for example used).
The CC wire speed setting graph is shown in TABLE B.1, giving
the Wire Speed dial setting required for the DESIRED IN/MIN
and ARC VOLTS used for the welding procedures:
TABLE B.1 CC WIRE SPEED SETTING
Arc Volts Used
Desired
In/Min
16
18
20
22
24
26
28
30
32
34
50
109
97
88
80
73
67
63
58
55
51
60
131
117
105
95
88
81
75
70
66
62
70
153
136
123
111
102
94
88
82
77
72
80
175
156
140
127
117
108
100
93
88
82
90
197
175
158
143
131
121
113 105
98
93
100
219
194
175
159
146
135
125 117
109 103
110
241
214
193
175
160
148
138 128
120 113
120
263
233
210
191
175
162
150 140
131 124
130
284
253
228
207
190
175
163 152
142 134
140
306
272
245
223
204
188
175 163
153 144
150
328
292
263
239
219
202
188 175
164 154
160
350
311
280
255
233
215
200 187
175 165
170
372
331
298
270
248
229
213 198
186 175
180
394
350
315
286
263
242
225 210
197 185
190
416
369
333
302
277
256
238 222
208 196
200
438
389
350
318
292
269
250 233
219 206
210
459
408
368
334
306
283
263 245
230 216
220
481
428
385
350
321
296
275 257
241 226
230
503
447
403
366
335
310
288 268
252 237
240
525
467
420
382
350
323
300 280
263 247
250
547
486
438
398
365
337
313 292
273 257
260
569
506
455
414
379
350
325 303
284 268
270
591
525
473
430
394
365
338 315
295 278
280
613
544
490
445
408
377
350 327
306 288
290
634
564
508
461
423
390
363 338
317 299
300
656
583
525
477
438
404
375 350
328 309
310
678
603
543
493
452
417
388 362
339 319
320
700
622
560
509
467
431
400 373
350 329
330
642
578
525
481
444
413 385
361 340
340
661
595
541
496
458
425 397
372 350
350
681
613
557
510
471
438 408
383 360
360
700
630
572
526
484
450 420
394 370
380
666
604
554
512
472 444
416 392
400
700
636
584
538
500 466
438 412
420
668
612
566
526 490
460 432
440
700
642
592
550 514
482 452
460
670
620
576 536
504 472
480
700
646
600 560
526 494
500
674
626 584
546 514
520
700
650 606
568 536
540
676 630
590 556
560
700 654
612 576
580
676
634 598
600
700
656 618
620
678 638
640
700 658
660
680
680
700
700
CC Speed Setting = Desired IPM X 35
Arc Volts