Spare parts – Siemens CGZ User Manual
Page 25
- 24 -
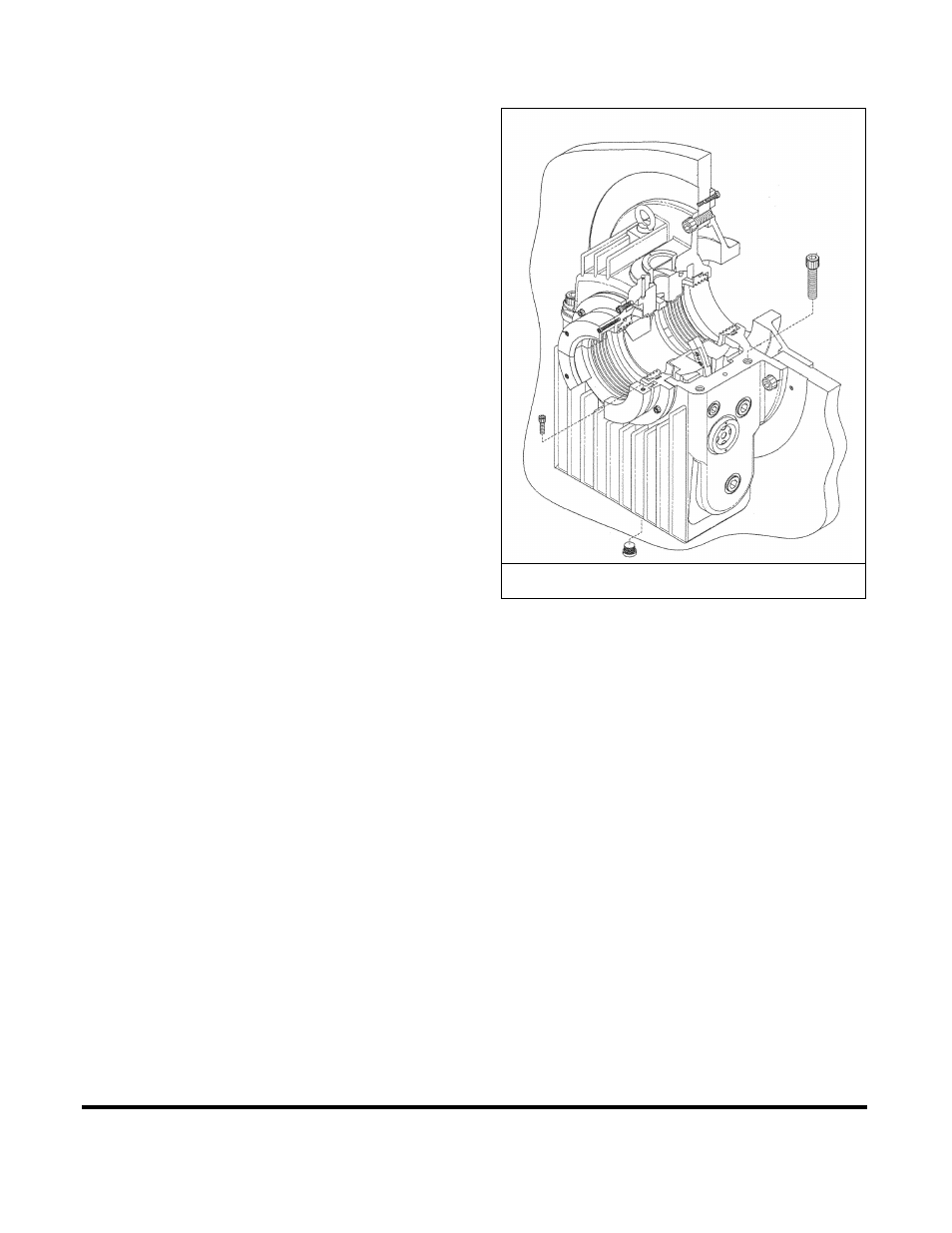
708, 788, and 880 Frames (See Figure 8)
1. Check replacement bearings for nicks or shipping
damage. Do not scrape.
2. Carefully remove the bearing housing cap by first
lifting straight up, then pulling away from the
bearing area.
3. Remove top half of bearing liner.
4. Remove the bolts at the split line of the oil ring.
5. Remove bearing temperature probes if so
equipped.
6. Raise the shaft slightly and support it.
7. Rotate the lower bearing half 180° and remove the
lower half of the bearing.
8. Reassemble, reversing the steps above. Apply
sealant. The side faces of the labyrinth seals must
be sealed with CURIL-T or equivalent non-
hardening sealing compound. Be careful not to
disturb or jam the seals when replacing the upper
half of the bearing capsule.
9. Lubricate. Turn motor by hand to be sure of proper
fit and oil ring operation.
10. Start motor without load and check oil ring
operation.
End Float – Sleeve Bearings
Control of rotor end float in sleeve bearing motors is
maintained in the drive end bearing. The total end
float is 0.5 inch. On the 500 and 580 frames the
bearings are located axially by shims between the
bearing bushing and the housing shoulders in the
lower half of the housing. On the 708, 788, and 880
frames the shims are located between the bearing
housing mounting flange and the bearing bracket. The
shims permit the bearing to be adjusted axially to
maintain coincidence of electrical and mechanical
center. Any adjustment of the axial position of one
bearing should be accompanied by the same axial
adjustment of the opposite end bearing.
The coupling should limit the end float of the shaft to
±0.18 inch from the mechanical center. The limited
end float coupling prevents the rotor from rubbing
against the bearing shoulders during operation.
Figure 8. Sleeve Bearing Construction
708, 788, and 880 Frames.
Spare Parts