K\id`e`e^:fii\zk jg`e[c\igd – Woodstock SHOP FOX M1099 User Manual
Page 29
-27-
Df[\cD('00D]^J`eZ\('&'.
FG
<
I
8
K@FEJ
Kf[\k\id`e\k_\Zfii\Zkjg`e[c\IGD#[fk_\j\jk\gj1
(% Use the table in =`^li\)/to determine the cutting
speed required for the material of your workpiece.
)% Measure the diameter of your workpiece in inches
and subtract the depth of the cut that will be taken
on the initial pass.
*% Use
the
formula
in
=`^li\)0 to determine the
needed RPM for your operation.
Efk\1 8cnXpjifle[kfk_\Zcfj\jkIGD^`m\efek_\
jg`e[c\jg\\[Z_Xik#Xe[X[aljkpflijg\\[Xjk_\
nfibg`\Z\[`Xd\k\i[\Zi\Xj\j%
You have a piece of
1
⁄
2
" diameter aluminum stock,
and you are using workpiece with a HSS cutting tool.
Jk\g(1
300 (SFM from chart) x 4 = 1200
Jk\g)1
1200 / 0.5" (Diameter of workpiece) = 2400 RPM
I\jlck1
The needed speed for this workpiece is 2400 RPM.
You have a piece of 1" diameter stainless steel stock,
and you are using a workpiece with a carbide cutting
tool.
Jk\g(1
60 (SFM from chart) x 2 (for carbide tool) = 120
Jk\g)1
120 (determined SFM) x 4 = 480
Jk\g*1
480 / 1" (Diameter of workpiece) = 480 RPM
I\jlck1
The needed speed for this workpiece is 480 RPM.
;\k\id`e`e^:fii\Zk
Jg`e[c\IGD
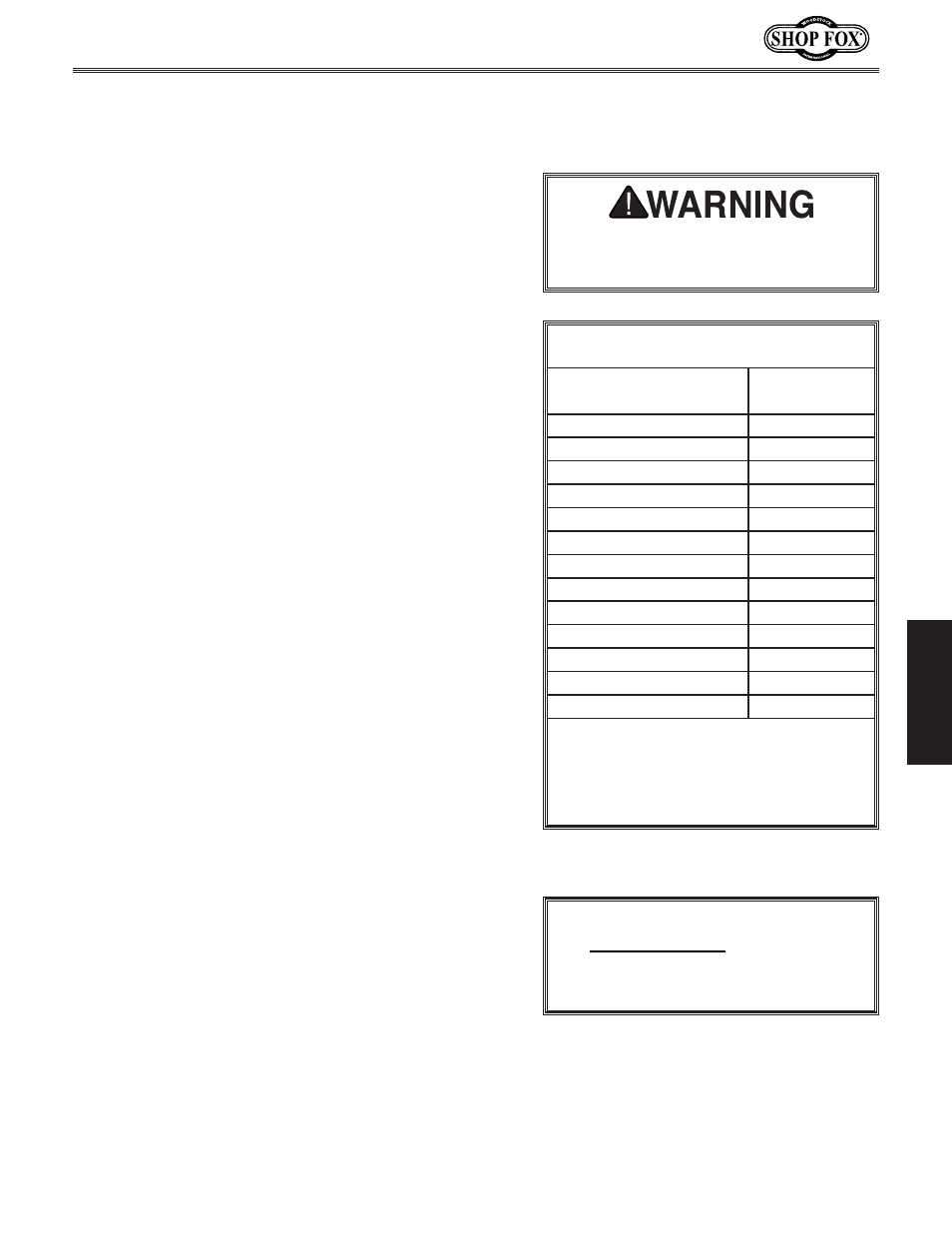
=`^li\)/% Cutting speed table for HSS
cutting tools.
:lkk`e^Jg\\[j]fi?`^_Jg\\[Jk\\c
?JJ :lkk`e^Kffcj
Workpiece Material
Cutting Speed
(sfm)
Aluminum & alloys
300
Brass & Bronze
150
Copper
100
Cast Iron, soft
80
Cast Iron, hard
50
Mild Steel
90
Cast Steel
80
Alloy Steel, hard
40
Tool Steel
50
Stainless Steel
60
Titanium
50
Plastics
300-800
Wood
300-500
Efk\1 =fiZXiY`[\Zlkk`e^kffcj#[flYc\
k_\Zlkk`e^jg\\[%K_\j\mXcl\jXi\X
^l`[\c`e\fecp% Refer to the D8:?@E$
information.
=`^li\)0% Formula to determine required
spindle speed for lathes.
4IGD
J=D o+
Nfibg`\Z\
;`Xd\k\i
=X`cli\ kf ]fccfn IGD Xe[ ]\\[ iXk\
^l`[\c`e\jdXpk_i\Xk\efg\iXkfijX]\$
kp]ifd\a\Zk\[gXikjfiYifb\ekffcj%