Section 6 − maintenance and troubleshooting, 1. routine maintenance, 2. blowing out inside of unit – Miller Electric Maxstar 200 STR User Manual
Page 30: See section 5-5, See section 5-6, 4. stick start procedure − scratch start technique, 5. amperage control, 6. dig control
OM-2233 Page 24
5-4.
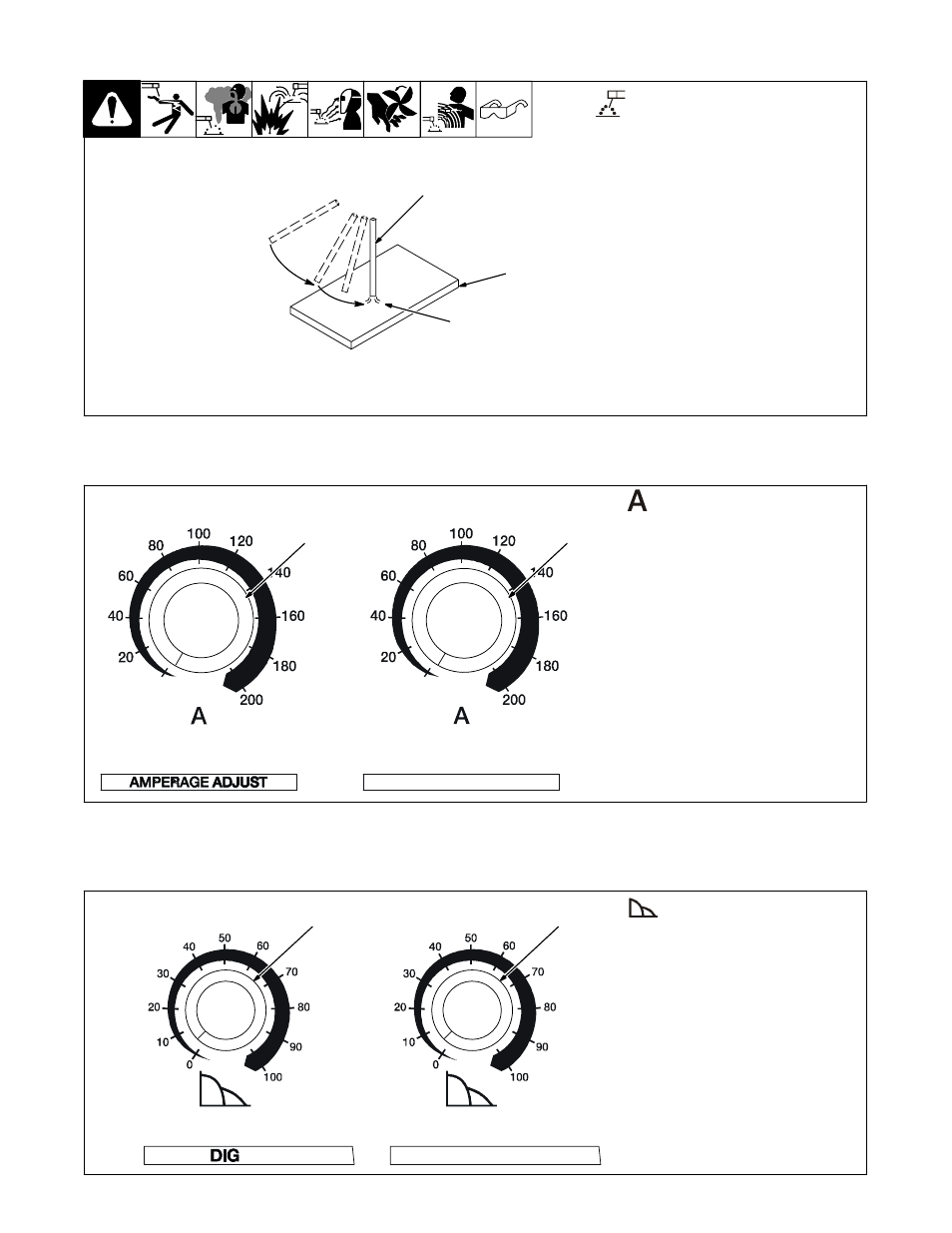
Stick Start Procedure − Scratch Start Technique
With Stick selected, start arc as follows:
1
Electrode
2
Workpiece
3
Arc
Drag electrode across workpiece like strik-
ing a match; lift electrode slightly after touch-
ing work. If arc goes out electrode was lifted
to high. If electrode sticks to workpiece, use
a quick twist to free it.
Y For models with stock number 907
220, normal open-circuit voltage (80
volts) is present before electrode
touches workpiece.
For models with stock numbers 907 036 and
907 037, normal open-circuit voltage is not
present before electrode touches work-
piece; only a low sensing voltage is present
between electrode and workpiece.
1
2
3
5-5. Amperage Control
1
A (Amperage Control)
Rotate knob clockwise to increase
amperage (Min-200 amps).
1
Min
CE Model
1
Min
5-6. DIG Control
1
DIG Control
Control increases SMAW short-cir-
cuit amperage at low arc voltage.
This allows the operator to use a
very short arc length without stick-
ing the electrode.
Set control at 0 for normal welding
amperage. Turn clockwise to in-
crease short-circuit amperage.
1
CE Model
1